




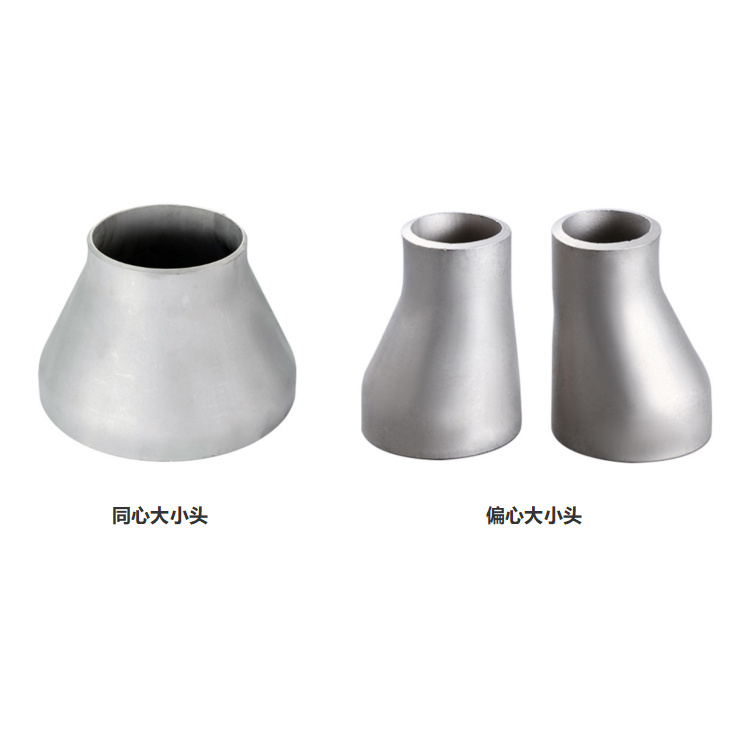





对焊同心大小头(Concentric Reducer),又称同心异径管,是管道系统中用于连接两根不同直径管子的重要过渡管件。其核心特征是大小两端及中间锥体的圆心位于同一条中心线上,呈对称的圆锥形。以下是关于它的详细资料与制作工艺解析:
一、 详细资料
1. 核心功能与应用场景
流体过渡:其平滑的锥形过渡设计能有效减少流体在变径处的湍流、涡流及压力损失,维持流体传输的稳定性。
适用工况:由于中心线对齐,同心大小头多用于垂直管道的变径,或者用于输送气体、泥浆等不易产生积液的介质。
应用行业:广泛应用于石油、化工、电力、造船、制药、乳品及水利等工业领域。
2. 常用材质
碳钢:如 20#、Q235、ASTM A234 WPB 等,经济实用,适用于常规工业管路。
不锈钢:如 304、316L 等,具有优异的耐腐蚀性,常用于食品、制药及化工等高标准行业。
合金钢:如 16Mn、Cr5Mo 等,能够承受高温、高压等苛刻工况。
3. 执行标准与规格
制造标准:国际上通用的标准包括国标 GB/T 12459、美标 ASME B16.9、日标 JIS、德标 DIN 等。
尺寸范围:常规规格从 ½英寸到 48英寸不等(如 4″x2″、8″x6″),特殊大口径管件也可按需定制。
二、 制作工艺
对焊同心大小头的制造通常根据管径大小、壁厚及材质,采用不同的成型工艺:
1. 缩径/扩径压制成型(主流无缝工艺)
工艺原理:将与大小头大端直径相等的无缝钢管管坯放入成型模具中,通过沿管坯轴向方向的机械压制,使金属沿模腔运动并收缩或扩张成形。
冷压与热压:通常优先采用冷压工艺;但在多次变径导致严重加工硬化、壁厚偏厚或使用合金钢材料时,则需采用热压成型。
2. 钢板冲压与卷制焊接(大口径工艺)
冲压成形:对于部分规格的大小头,可使用钢板下料,通过专用冲模将钢板冲压拉伸成形。
卷制焊接:对于大口径异径管,通常采用钢板在卷板机上卷制成锥形,然后进行纵向焊缝的自动或半自动焊接。
3. 现场抽条法制作(传统钣金工艺)
工艺原理:将原管子的圆周分为若干等分,通过计算在管壁上画出切割线,抽掉(切割)部分三角形条料。随后用焊矩加热根部,用小锤敲打小端使之收拢至目标直径,最后焊接成形。
4. 卫生级精细加工(特殊行业工艺)
针对食品、制药等行业的卫生级大小头,除了常规的成型外,还需经过严格的内外表面镜面抛光处理(粗糙度低于 Ra 0.8 μm),以防止微生物附着并减少流体阻力。
5. 质量控制与检测
成型后的管件需经过严格的几何尺寸检测、表面质量检查。对于有高压要求的焊缝管件,还需进行 X 射线(RT)或超声波(UT)无损探伤检测,确保无内部缺陷。











 冀公网安备13010402002588
冀公网安备13010402002588