







 通过中商114
通过中商114 


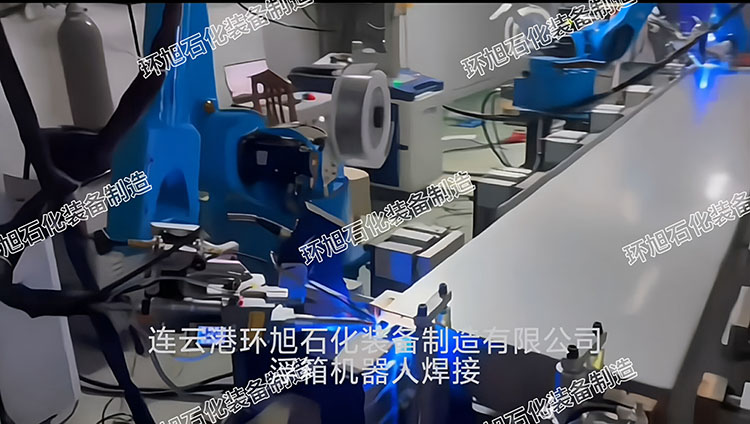
浮箱是全接液不锈钢浮盘核心浮力单元,材质 304/316L 不锈钢薄板,要求尺寸统一、全焊缝密封、零渗漏、变形极小,采用「激光下料→数控折弯成型→工装组对→机器人氩弧焊满焊→气密试水检测」自动化流水线生产。
一、数控折弯工艺(浮箱箱体成型)
1. 前置下料工序
光纤激光切割浮箱展开板,公差 ±0.1mm,去除毛刺、打磨切口,防止折弯应力开裂;板材全程贴保护膜,避免划伤不锈钢防腐层。
2. 折弯设备与模具配置
设备:电液伺服数控折弯机,搭配自动后挡料、激光角度实时检测闭环补偿
模具:专用 86°/88° 负角度上模,抵消不锈钢 1.5°~3° 回弹,保证成型后 90° 直角;下模槽宽取板厚 6~8 倍,上模圆角 R≥1.5 倍板厚,防止折角裂纹
浮箱常用板厚:1.2/1.5/2.0mm 不锈钢
3. 折弯核心工艺要点
回弹控制
不锈钢屈服强度高,折弯回弹远大于碳钢;程序内置回弹补偿,折弯机下死点自动微调,成型角度误差≤±0.5°,保证箱体四边方正、拼缝均匀,为机器人焊接提供稳定焊缝间隙。
分段折弯防开裂
2.0mm 厚不锈钢不一次压死,分预弯 45°+ 终折两步成型;折弯沿板材轧制纹理方向,逆纹易出现折角微裂纹。
尺寸一致性保障
多批次同规格浮箱调用统一折弯程序,后挡料定位重复精度 ±0.03mm,箱体长宽高批量误差控制在 0.3mm 内,机器人无需频繁校正轨迹。
成型后箱体四边扣合,形成方形浮箱壳体,拼缝均匀 0.1~0.3mm,无错边、无鼓包。
不锈钢数控折弯成型
二、浮箱机器人焊接整套方案(密封核心工序)
1. 工作站硬件配置
六轴焊接机器人 + 伺服变位机,浮箱工装夹具气动锁紧,一次装夹完成四条环缝焊接
脉冲 TIG 氩弧焊电源(不锈钢专用),低飞溅、低热输入,减少箱体焊接变形
激光焊缝跟踪传感器,实时纠偏,补偿折弯微小尺寸偏差,杜绝焊偏、漏焊
配套自动清枪剪丝机构,每焊完 1 个浮箱清理喷嘴飞溅,保证氩气保护纯度,焊缝无氧化发黑
2. 焊接工艺(浮箱全密封满焊要求)
焊接方式
不锈钢浮箱优先脉冲氩弧焊(TIG),纯氩保护;薄壁箱体禁用大电流气保焊,防止烧穿、热变形导致箱体翘曲渗漏。
焊接路径程序
机器人预设连续环绕焊接轨迹,四条角焊缝满焊不间断,无断点、无虚焊;焊缝熔深≥板厚 85%,满足承压气密要求。
变形控制关键
低热输入脉冲参数,低速匀速走枪,避免局部高温鼓包;
工装多点压紧箱体,限制焊接热收缩变形;
变位机匀速旋转,全程平焊位置施焊,焊缝成型平整、鱼鳞纹均匀。
焊缝质量标准
无气孔、夹渣、裂纹、未熔合;焊缝余高 0.5~1.2mm,打磨平整不割手;外侧焊缝全部连续密封,杜绝介质渗入箱体内部。
三、完整自动化生产流程
激光切割不锈钢展开板材 → 去毛刺、覆膜保护
数控折弯机自动折弯成型方形箱体壳
气动工装精准组对、锁紧浮箱,保证拼缝均匀
机器人 + 变位机自动环绕满焊四条密封焊缝
焊后局部抛光、清理焊缝氧化皮
100% 气密试水检测(0.05MPa 保压 5min 无气泡)
合格浮箱码垛,送入浮盘总装工序
四、自动化折弯 + 机器人焊接对比传统人工优势
1. 精度与密封(核心优势)
折弯角度、尺寸批量统一,拼缝稳定,机器人焊缝一致性极高;人工折弯、手工焊易出现缝隙不均、漏焊,浮箱渗漏返修率高。
焊缝熔深稳定,气密检测一次合格率≥98%,人工焊接渗漏返修超 20%。
2. 效率产能
一条自动化线单日量产浮箱 300~600 只,折弯、焊接无人值守连续生产,节省 3~5 名钣金、焊工人工成本。
3. 外观与防腐
机器人焊接焊缝成型均匀,无飞溅、无氧化发黑,后期无需大量打磨;不锈钢表面保护膜全程保留,防腐性能优于手工打磨划伤工件。
4. 使用寿命保障
焊接热变形极小,浮箱长期浸泡介质不易开裂渗漏;单浮箱独立密封,任意箱体破损不影响整盘浮力,符合 SH/T 3194 储罐浮盘标准。
五、常见工艺管控难点及解决办法
不锈钢折弯回弹超标
对策:负角度折弯模 + 折弯机闭环激光角度补偿,程序预存回弹修正量。
薄板机器人焊接烧穿
对策:脉冲 TIG 小电流、低速焊接,工装背部贴铜垫板散热,降低热输入。
折弯尺寸波动导致焊偏
对策:加装激光焊缝实时跟踪,机器人动态修正焊枪轨迹。
焊缝氧化发黑、耐腐下降
对策:自动清枪保证氩气纯度,焊后焊缝酸洗钝化处理。
六、适用产品匹配
六边形不锈钢全接液浮盘浮箱、井字型不锈钢浮箱;
材质:304(内陆油库)、316L(沿海 / 化工腐蚀介质);
配套储罐:汽油、柴油、芳烃、锂电电解液储罐内浮顶。










")










 冀公网安备13010402002588
冀公网安备13010402002588