




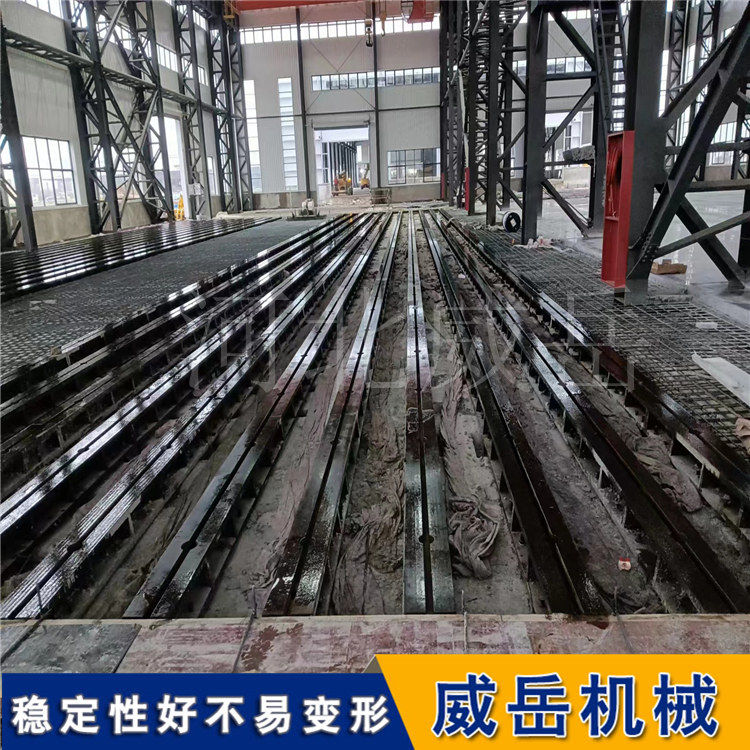
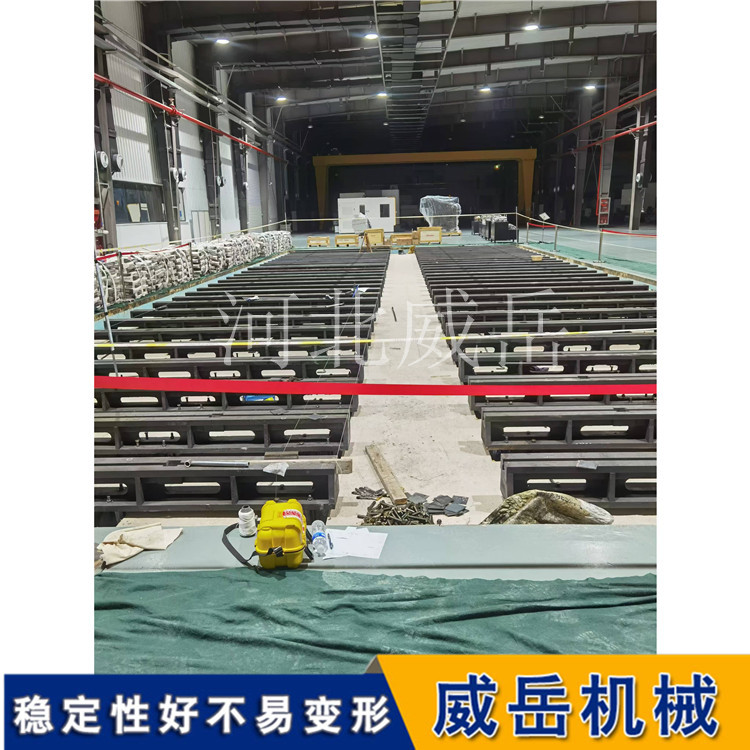




T型槽试验地轨变形会影响设备安装精度和运行稳定性,但绝大多数情况都可以通过修复解决。处理的关键是根据变形程度“对症下药”,避免因操作不当造成永和久性损伤。
以下是针对不同程度变形的分级处理方案:
第和一步:先给地轨做“体检”,判断变形程度
动手前,必和须用专业工具摸清变形情况。如果自己判断不准,建议直接联系专业厂家或检修团队上门检测。
轻度变形:平面度误差 ≤ 0.08 mm/m。
中度变形:平面度误差在 0.08 mm/m - 0.15 mm/m 之间。
重度变形:平面度误差 > 0.15 mm/m,或有局部凹陷、裂纹、槽口严重磨损。
第和二步:分级处理方案
轻度变形:应急校准
适用于微小变形,通常是临时处理,能改善表面但无法从根本恢复精度。
手工修研:用专用油石或细锉刀,手工修去T型槽表面的毛刺、划伤和微小凸起。
千斤顶顶压法(临时应急):在变形凸起部位下方放置千斤顶,缓慢顶起至标准平面度,保持压力静置24小时释放应力。
特别提醒:此为临时方案,操作不当可能造成二次损伤,非专业人员不建议轻易尝试。
火焰加热矫正法(谨慎使用):用氧乙和炔火焰将变形区域加热至600-800°C(铸铁通常600-700°C),使其受热产生塑性收缩,然后自然冷却。此法对温度控制要求相当高,建议由经验丰富的老师傅操作。
中度变形:专业修复(比较可靠方案)
这是比较常用且效果比较可靠的方案,强烈建议由专业厂家执行。
精铣:将地轨固定在龙门铣床上,用T型槽铣刀对槽的侧面和底面进行精铣,恢复直线度和槽宽的一致性。
手工刮研(核心技术):高和级钳工用刮刀对铣削后的表面进行手工配刮,不仅进一步提高平面度,还能创造出微观的储油点,改善润滑,确保接触刚度(通常要求每25×25mm²内有一定数量的接触点)。
重度变形或严重损坏:终相当方案
当地轨变形严重,或修复成本接近甚至超过新购成本时,应考虑以下方案。
局部镶补:将严重损坏的一段地轨挖去,重新嵌入一个由淬火钢或高强度铸铁制作的新镶块并加工平整。
报废更换:如果变形过大、损坏严重或修复不经济,比较直接彻和底的方法就是联系制造商更换新的地轨。
第三步:修复后如何防止再次变形?
修复完成后,科学的预防能大大延长地轨寿命:
地基是关键:确保基础采用C30以上混凝土,厚度≥200mm并配钢筋网,养护不少于14天。安装时需严格找平,单根地轨水平度误差应≤0.03mm/m。
科学使用:
严禁超载:日常承载建议不超过额定载荷的80%,工件放置要均匀对称。
规范紧固:紧固螺栓前,务必清理槽内铁屑,并采用对角交替、逐步加力的方式。
日常维护:
每日清理铁屑和灰尘,定期在T型槽侧面涂抹润滑脂。
建立定期检定制度,每6-12个月检查一次精度。
不使用时,洗净涂油,并盖上防尘盖。

















 冀公网安备13010402002588
冀公网安备13010402002588