


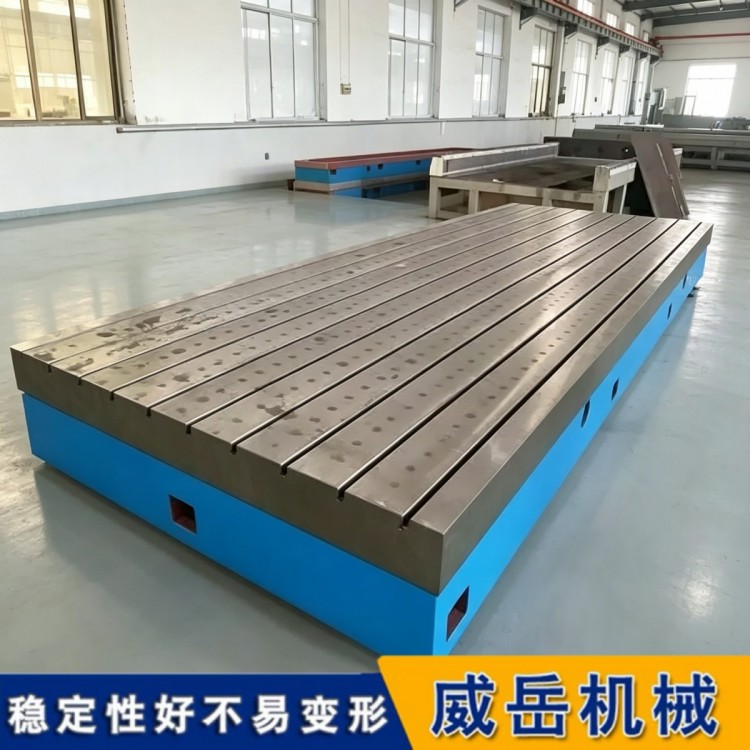






一、平台平面精度失效(平面度超标、翘曲凹凸)
常见原因
1. 铸件未做时效处理,内应力释放自然变形;
2. 长期单点集中重压、工件偏置摆放;
3. 安装垫铁受力不均,局部悬空;
4. 车间温差大、阳光直晒,冷热变形;
5. 长期高温焊接作业,台面受热形变。
处理方式
1. 轻度变形:重新调整全部垫铁,多点均匀支撑,静置24小时复测平面度;
2. 中度变形:返厂重新人工时效,再精铣/刮研修复工作面;
3. 重度变形无法修复:直接更换达标HT250时效款装配平台;
4. 日常预防:工件居中放置,避免单侧重压,焊接工位加装隔热挡板。
二、T型槽损坏(槽口崩边、槽道变形、毛刺卡顿)
常见原因
1. 吊装、工件磕碰撞击槽口;
2. 使用规格不符的T型螺栓,强行敲打;
3. 槽壁铸铁余量薄,重载压紧崩角;
4. 焊渣长期灼烧槽体,产生氧化坑洼。
处理方式
1. 轻微毛刺、小凹坑:角磨机精细打磨光滑,清理焊渣积垢;
2. 局部崩边小缺口:铸铁专用冷焊修补,打磨平整不影响工装滑动;
3. 槽道严重扭曲、大面积崩损:无法修复,更换平台或定制分体补板;
4. 规范使用:配套对应规格螺栓,吊装加装防护垫,焊接及时清理槽内焊渣。
三、台面锈蚀、麻点、漆面脱落
常见原因
1. 车间潮湿、冷却液、切削液长期泼洒台面;
2. 完工未及时涂抹防锈油;
3. 出厂防锈涂层太薄,边角打磨漏防护。
处理方式
1. 轻度浮锈:钢丝棉配合除锈剂擦拭干净,擦干后均匀涂抹薄层工业防锈油;
2. 成片锈蚀麻坑:返厂重新精磨工作面,底部、侧面重新喷涂环氧防锈漆;
3. 日常维护:每日完工清理油污水渍,长期停用覆盖油纸。
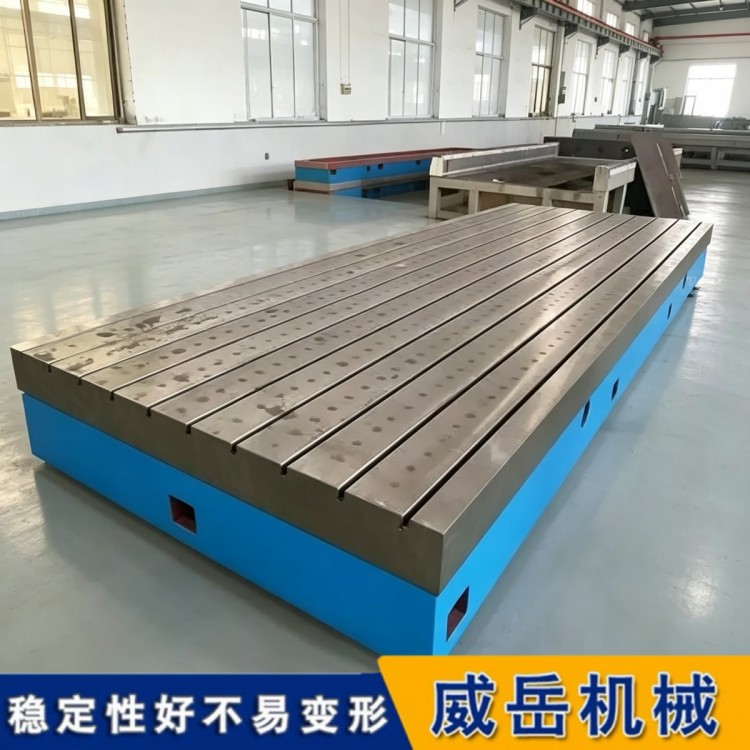
四、承重下陷、台面局部凹陷
常见原因
1. 选用HT200轻薄平台,承载重型工装设备;
2. 底部加强筋稀疏、底板厚度不足;
3. 长期同一位置放置超重工件,应力永的久塌陷。
处理方式
1. 轻微下陷:调整支撑垫铁分散受力,减少该区域集中载荷;
2. 永的久凹陷不可逆,无法修复;重载装配直接更换HT250加厚加密筋板平台;
3. 采购注意:重型装配提前核算均布载荷与集中载荷,要求厂家加厚台面。
五、工装固定打滑、压板锁不紧
常见原因
1. T槽内油污、铁屑堆积,螺栓贴合不实;
2. T槽加工粗糙,槽底倾斜;
3. T型螺栓尺寸偏小,配合间隙过大。
处理方式
1. 每班清理T槽铁屑油污,压缩空气吹扫;
2. 更换匹配标准T型螺栓,禁止混用非标配件;
3. 槽体加工误差大的平台,局部加装定和位挡块辅助固定。



















 冀公网安备13010402002588
冀公网安备13010402002588