


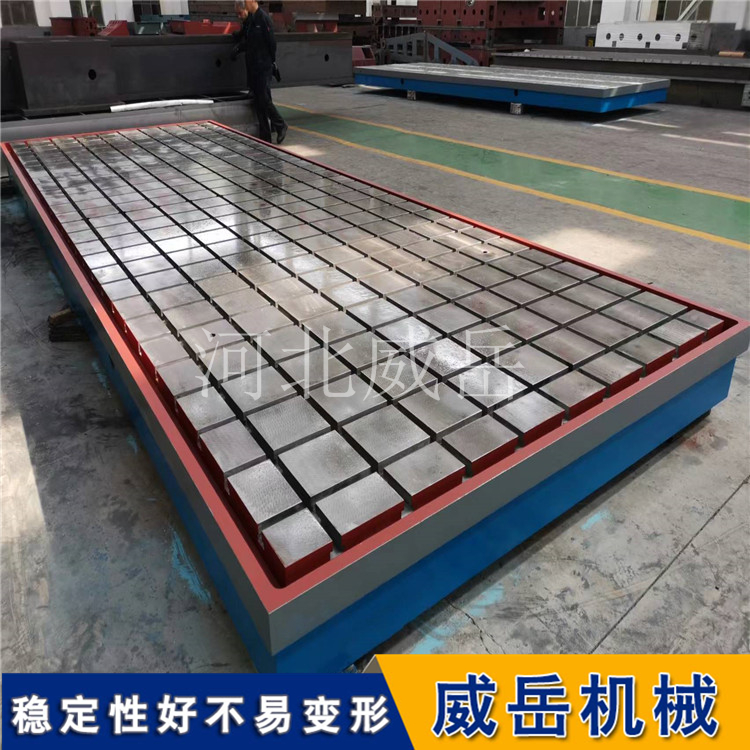
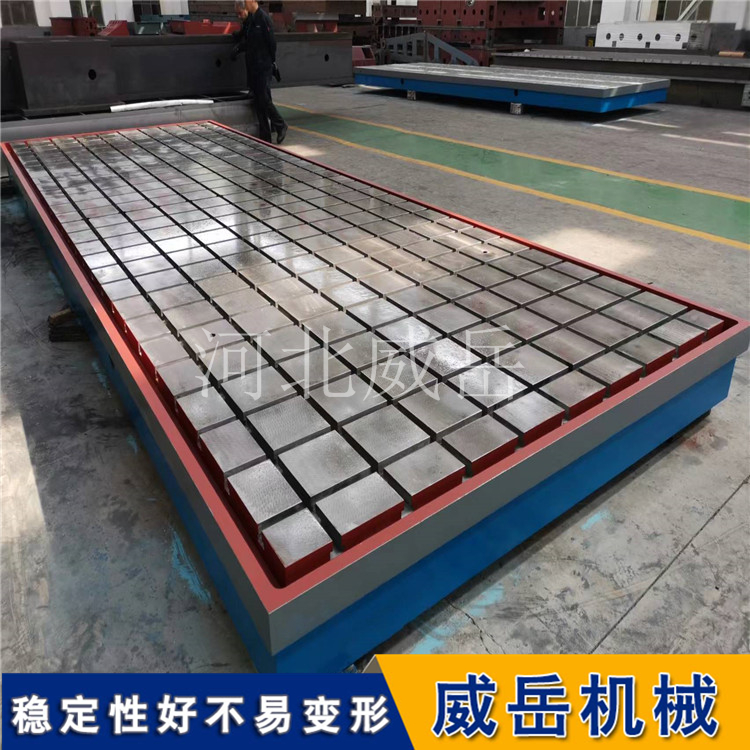




铸铁焊接平台,又称焊接平板或铸铁焊接平台,是用于铆焊工艺的基础设备,作为工件焊接时的支撑与固定平台,广泛应用于机械制造、汽车制造、钢结构、船舶制造等行业。它相当于焊接车间的“操作台”与“定位器”,为焊接作业提供稳定、精和准的基准面。
一、什么是铸铁焊接平台?
铸铁焊接平台是一种采用高强度铸铁制造的工作台,其主要功能是在焊接过程中支撑和固定待焊接的工件,确保焊接的稳定性与准确性。与电机试验平台的“检测”功能不同,焊接平台的定位是“承载与固定”——它为焊接作业提供坚实可靠的作业面。
通俗地说,如果说电机试验平台是电机的“体检中和心”,那么铸铁焊接平台就是焊接工人的“手术台”——工件在这里被精和准定位、牢固夹持,然后完成焊接作业。
二、主要构成与技术参数
1. 材质与热处理
铸铁焊接平台的主体材质为高强度铸铁HT200-300,工作面硬度达到HB170-240。这种材质具有良好的铸造性、耐磨性和切削加工性,同时具备一定的耐热性,能够承受焊接过程中的高温冲击。
为了保证长期使用的精度稳定性,焊接平台在生产过程中需要经过严格的热处理:
人工退火:在600℃-700℃的高温下进行两次人工退火处理
自然时效:放置2-3年进行自然时效,充分释放内应力
经过这些处理后,平台的残余应力去除率可达95%以上,即使长期承受焊接高温和机械振动,工作面也不易变形。
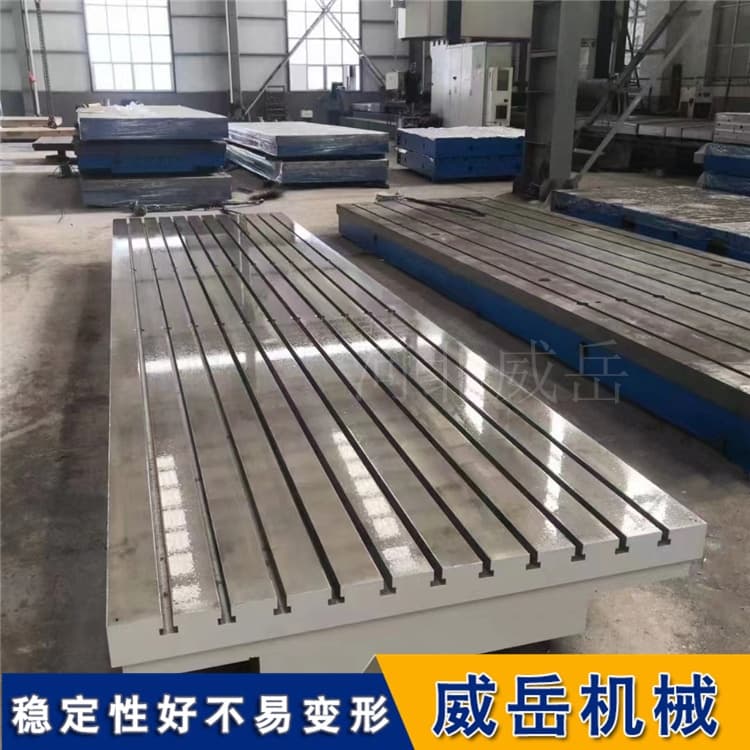
2. 结构设计
焊接平台通常采用箱型封闭框架与十字交叉筋板的组合结构设计:
筋板厚度:≥25mm
筋板间距:150-200mm
台面厚度:≥80mm(大型平台)
承载能力:1吨至50吨不等
三、工作原理与使用要点
1. 工作方式
铸铁焊接平台的使用流程通常包括以下步骤:
清理平台表面:清除铁屑、焊渣、油污等杂物
放置工件:将待焊接工件平稳放置在平台上
固定工件:使用T型螺栓、压板、快夹紧器等工装将工件牢固固定
进行焊接:在稳定的基准面上完成焊接作业
清理现场:焊接完成后及时取下工件,清理平台表面
2. 固定方式
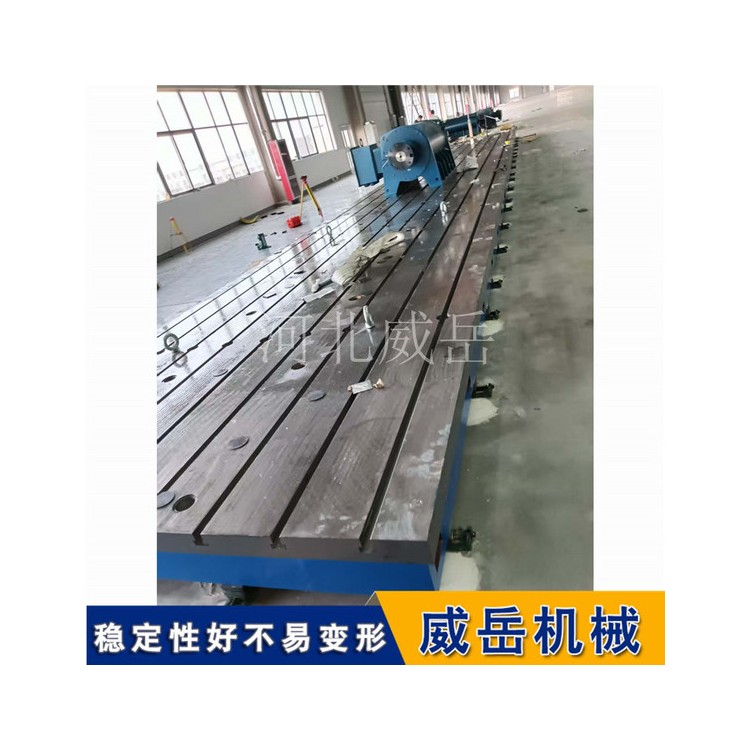
焊接平台的工件固定主要依靠T型槽系统:
T型槽规格通常为22mm、28mm、36mm等主流尺寸
槽间距一般为80-150mm均匀分布
可配合T型螺栓、焊接压板、快夹紧器等各类工装
对于三维柔性焊接平台,台面上分布高密度的标准定位孔(常见Φ16mm、Φ22mm、Φ28mm),配合定位销、快速夹钳等模块化工装,可实现工件的多方向、多点位快速固定。
3. 使用注意事项
为了保证焊接平台的精度和使用寿命,使用过程中需注意:
安装与调试
平台安装时应支撑在主支点处,并调整至水平状态
底部可调地脚螺栓可实现快速水平校准,适应不平整地面
使用规范
工件应轻放,避免撞击平台表面
严禁在平台表面进行锤击作业
工件重量不得超过平台的额定载荷
使用完毕后及时卸下工件,避免长期压置导致变形
维护保养
每天使用完毕需擦净工作面,涂上防锈油
长期不用时建议涂黄油、铺白纸,并用木板罩保护
避免在潮湿、腐蚀、过高或过低温度环境下存放
定期检定精度,检定周期一般为1年
四、应用领域
铸铁焊接平台广泛应用于多个工业领域:
机械制造:机床配件、齿轮箱体焊接
汽车制造:发动机支架、底盘连接件焊接
钢结构工程:大型结构件焊接拼装
船舶制造:船体分段焊接(多块平台拼接使用)
工程机械:挖掘机、装载机结构件焊接
五金制品:钣金件、框架结构批量焊接
五、发展趋势
随着制造业向智能化、柔性化方向发展,铸铁焊接平台也在不断演进:
模块化设计:采用标准化单模块设计,通过高强度螺栓快速拼接,可根据工件尺寸灵活组合,设备投入成本降低40%-60%
高精度化:拼接处定位精度控制在±0.05mm以内,整体平面度误差≤0.08mm/m,确保大型工件焊接基准精度
与自动化设备集成:现代焊接平台越来越多地与工业机器人、自动化焊接设备配套使用,满足智能制造需求
表面处理技术升级:采用等离子氮化、高频淬火等处理工艺,台面硬度更高(≥45HRC),耐磨抗焊渣飞溅,使用寿命可达10年以上
总结
铸铁焊接平台作为铆焊工艺的基础设备,以高强度铸铁为材质,经严格热处理消除内应力,采用科学的箱型筋板结构确保刚性和抗冲击性,通过T型槽或孔系系统实现工件的灵活固定。它既是焊接作业的“操作台”,也是保证焊接精度的“基准面”。
从传统的铸铁平台到现代的三维柔性焊接平台,这一设备正朝着模块化、高精度、智能化方向不断发展,成为机械制造、汽车制造、钢结构等领域不可或缺的基础装备。正确选择和使用焊接平台,不仅能提升焊接效率,更能有效保障焊接质量,延长设备使用寿命。

















 冀公网安备13010402002588
冀公网安备13010402002588