





 通过中商114
通过中商114 










一、产品简介
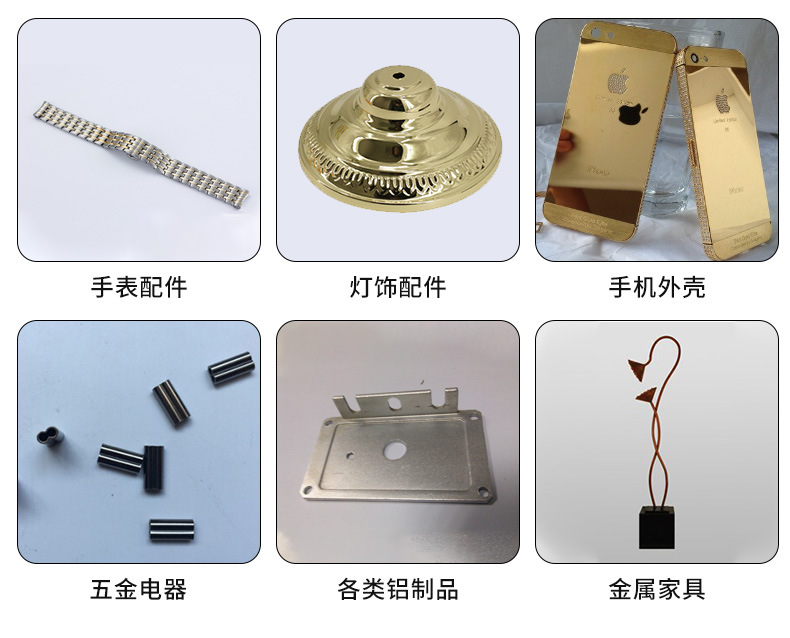
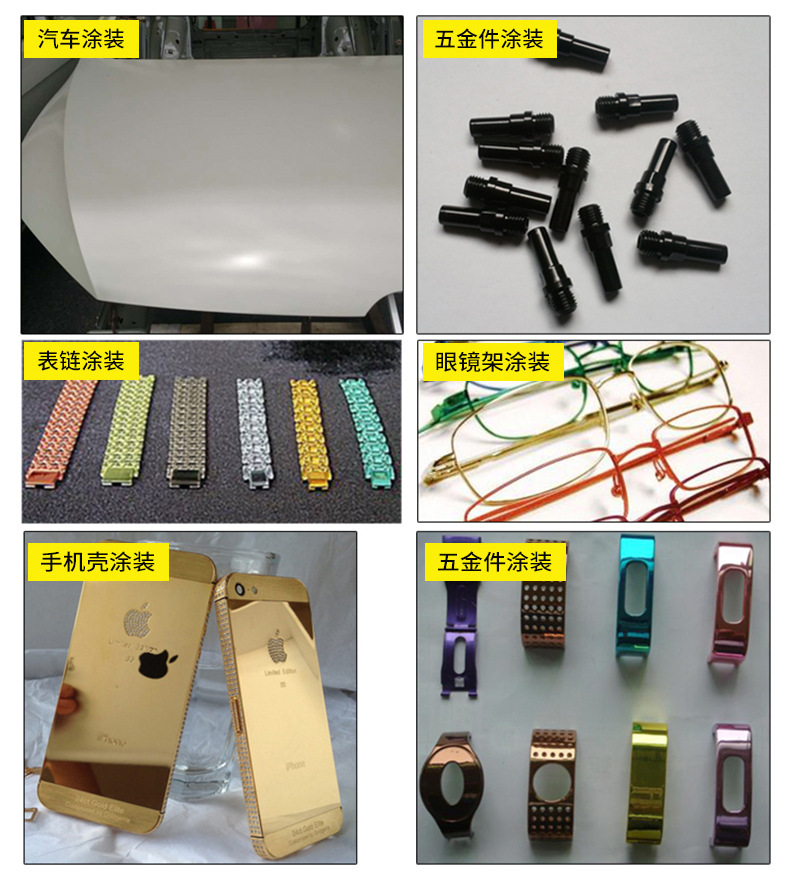
JM-2006哑光阴极电泳漆,是一款比较常用的高性能阴极电泳漆。目前在工艺饰品、手表配件、眼镜架、首饰、手机外壳、灯饰配件、金属家具、五金电器、办工用具、电镀产品、铝制品、弹簧、表带、标牌、以及其他电泳行业得到广泛应用,引领了金属表面处理的潮流和发展趋势。
二、技术指标
1、原漆性能
|
项目 |
JM-2006 |
检验方法及说明 |
|
颜色及外观 |
浅黄色透明液体 |
目测 |
|
固体含量% |
60±2 |
GB1725-79 |
2、槽液技术指标
|
项目 |
控制指标 |
检验方法 |
|
固体含量 |
12±2% |
GB1725-79 |
|
PH值25℃ |
4.2±0.3 |
酸度计 |
|
电导率μs/cm 25℃ |
400±200 |
电导率仪 |
|
施工温度℃ |
20-30 |
|
|
施工电压V |
20-60 |
|
|
电泳时间s |
15-60 |
|
|
固化条件℃/min |
130-150℃/30-40min |
|
3、哑光度:哑光度可通过哑光浆与透明漆的比例进行调整,根据颜色的浓淡或哑光度的大小来满足客户的需求。
三、使用说明
1、 配置哑光电泳槽
配槽比例 电泳原漆:去离子水:哑光浆=1:4-6:2
方法:将原漆放置于一个圆桶内,在不搅拌的情况下,将4倍或6倍的去离子水和2份的哑光浆直接倒入原漆中,然后用洁净的小棒手工搅拌均匀,然后可以用搅拌机(速度要不高于800转/分钟)搅拌15-30分钟,再倒入电泳槽中就可以试泳加工了。
2、 补漆的方法
① 树脂 电泳漆
先将要补加的漆置于一洁净的圆桶内,再将4-6倍于要补漆的原槽液一次性倒入,手工搅拌均匀,再倒入电泳槽中循环0.5-1小时即可。
(切勿将原漆直接加入电泳槽中,直接将原漆倒入电泳槽中,可能会造成UF膜管及过滤袋堵塞等问题产生。)
晶茂全系列产品简介
阳极系列电泳涂料:
JM-1002型 丙烯酸阳极电泳涂料
JM-1003型 高光阳极电泳涂料
JM-1004Y型 银色电泳涂料
阴极系列电泳涂料:
JM-7000型 丙烯酸阴极电泳涂料
JM-7009D型 低温阴极电泳涂料
JM-6000型 低温聚氨酯阴极电泳涂料
JM-9008型 无锡丙烯酸阴极电泳涂料
JM-2005型 聚氨酯阴极透明电泳涂料
JM-2006型 哑光阴极电泳涂料
JM-8007型 亮光阴极电泳涂料
环氧系列阴极电泳涂料:
JM-1500型 环氧黑(灰)色阴极电泳涂料
二合一系列阴极电泳涂料:
JM-1700型 环氧丙烯酸二合一阴极透明电泳涂料
JM-1700T型 特种环氧丙烯酸二合一阴极透明电泳涂料
晶茂彩色电泳系列涂料:
透明、仿金色、仿古锡、仿古红铜色、仿古青铜色、仿不锈钢、代铬色、哑金色、哑银色、哑镍色、哑透明、枪色、红铜色、蓝色、绿色、红色、粉红色、咖啡色、紫色等等,可根据客户要求配制各种彩色。
其他辅助材料:
各种水性油性色精、色浆、纯白白浆
哑光剂
助溶剂
高浓度脱水剂
槽液稳定剂
免费提供各种电泳涂料的样品!



































 冀公网安备13010402002588
冀公网安备13010402002588