






 通过中商114
通过中商114 


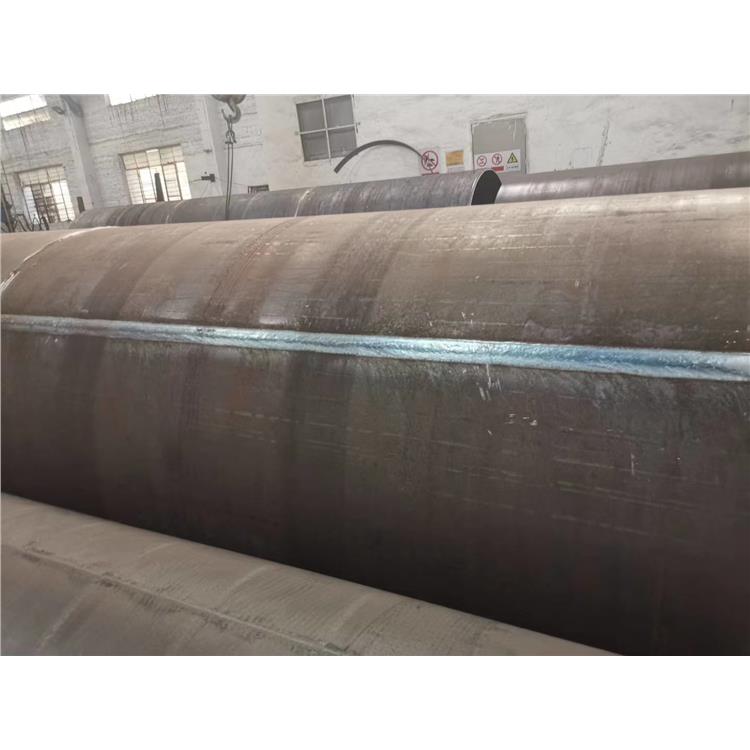
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。

通常,螺旋焊接钢管或具有焊缝的钢管采用钢板或钢带作为钢坯。通常,焊接钢管可分为两类,例如电阻焊钢管(ERW)和螺旋焊接钢管。另外,根据焊接方法的不同,可以分为电弧焊管,高频或低频电阻焊管,气焊管,邦迪管,炉焊管等。

丁字焊接钢管由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式丁字焊接钢管:管径D=10mm,丁字焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m'2·s),热流密度q=5~15KW/m'2,饱和压力p,饱和=0.414880MPa,饱和温度T,饱和=283.15K。

丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有或者的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。






















 冀公网安备13010402002588
冀公网安备13010402002588