






 通过中商114
通过中商114 


1、动平衡校正+转速监测+振动监测三机一体功能强大
2、携带方便,可针对车间各种不同磨床进行砂轮动平衡量测与校正
3、动平衡校正精度高,平衡量0.01um振动值
4、内建可充电锂电池,蓄电力稳定待机时间长
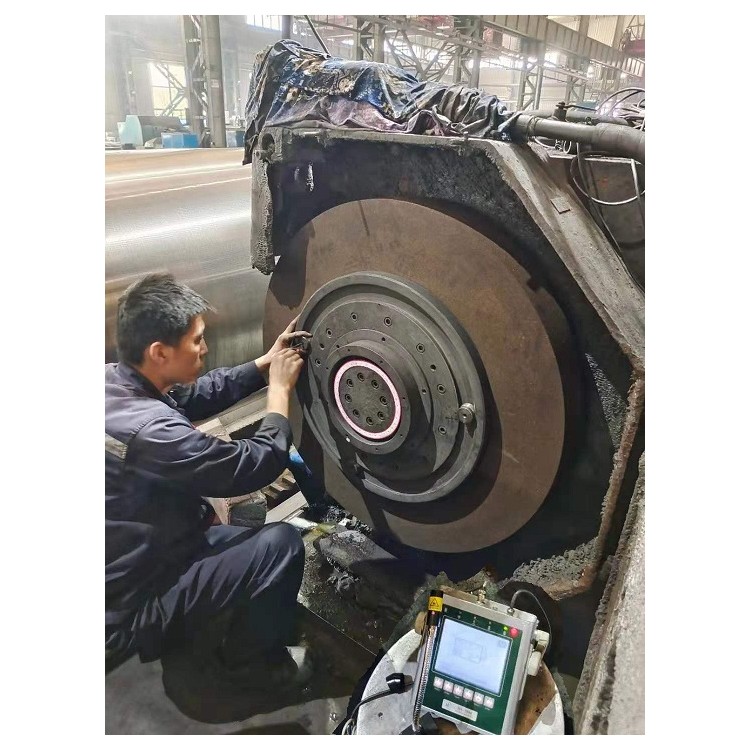
5、可省掉新砂轮线外静平衡作业,直接在磨床上作动平衡校正
6、也可以延续新砂轮或原砂轮静平衡或动平衡的状态,直接进行动平衡校正,大幅缩短校正时间
7、在校正过程当中,主机LCD面板上的雷达图可实时显示砂轮当时的转速.振动量与重端角度
8、随机附赠一组适合各种不同砂轮尺寸的压克力材质角度环,除方便作业外也可大幅缩短校正时间
9、适用范围:平面磨床、外圆磨床、无心磨床、光学投影磨床、 砂轮磨齿机、立式磨床、专用研磨机等带有三个平衡块设备。

砂轮动平衡的过程主要是透过操作者在砂轮法兰上调至配重块来使砂轮平衡,透过仪器的辅助可使操作者,缩短平衡时间。
仪器也提供准确的调整值供操作者调整,也更能准确的调整到操作者的容许范围,如此也使砂轮的使用寿命得以延长。
砂轮在不平衡的状态下高转速的转动,振动将会持续的传递到其他的机械零件、设备,进而使这些机械零件、设备的运作状态变差或是损坏。
另外,由于主轴和轴承的振动会使磨头的性能降低,如此也影响加工品的质量。
砂轮在线动平衡额意义:
众所周知,为使磨床加工能稳定地达到高要求的尺寸精度,波度和粗糙度,在机床必须有高的几何精度,刚度和性能稳定性的同时,对机床振动状况也有严格的要求。
各式旋转部件都有振动等级要求:
例如振源之一的电机都规定了高的动平衡等级,高速传动皮带轮也需进行动平衡,这些技术指标一般在机床出厂时都已确定。
工人静平衡操作难以达到要求:
此外主要的也是不定的主振源是砂轮架系统,由于砂轮的材质非均匀性及其它加工因素,整个砂轮系统的重心总是偏离主轴中心,因而砂轮架系统运转时引起振动,
在此情况下修整出的砂轮形状是不理想的,难以磨出高要求的工件,这就是为何新砂轮必须进行静平衡或动平衡的原因。
但静平衡效果与操作者技能和熟练程度有很大差异。



























 冀公网安备13010402002588
冀公网安备13010402002588