






 通过
通过 



我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
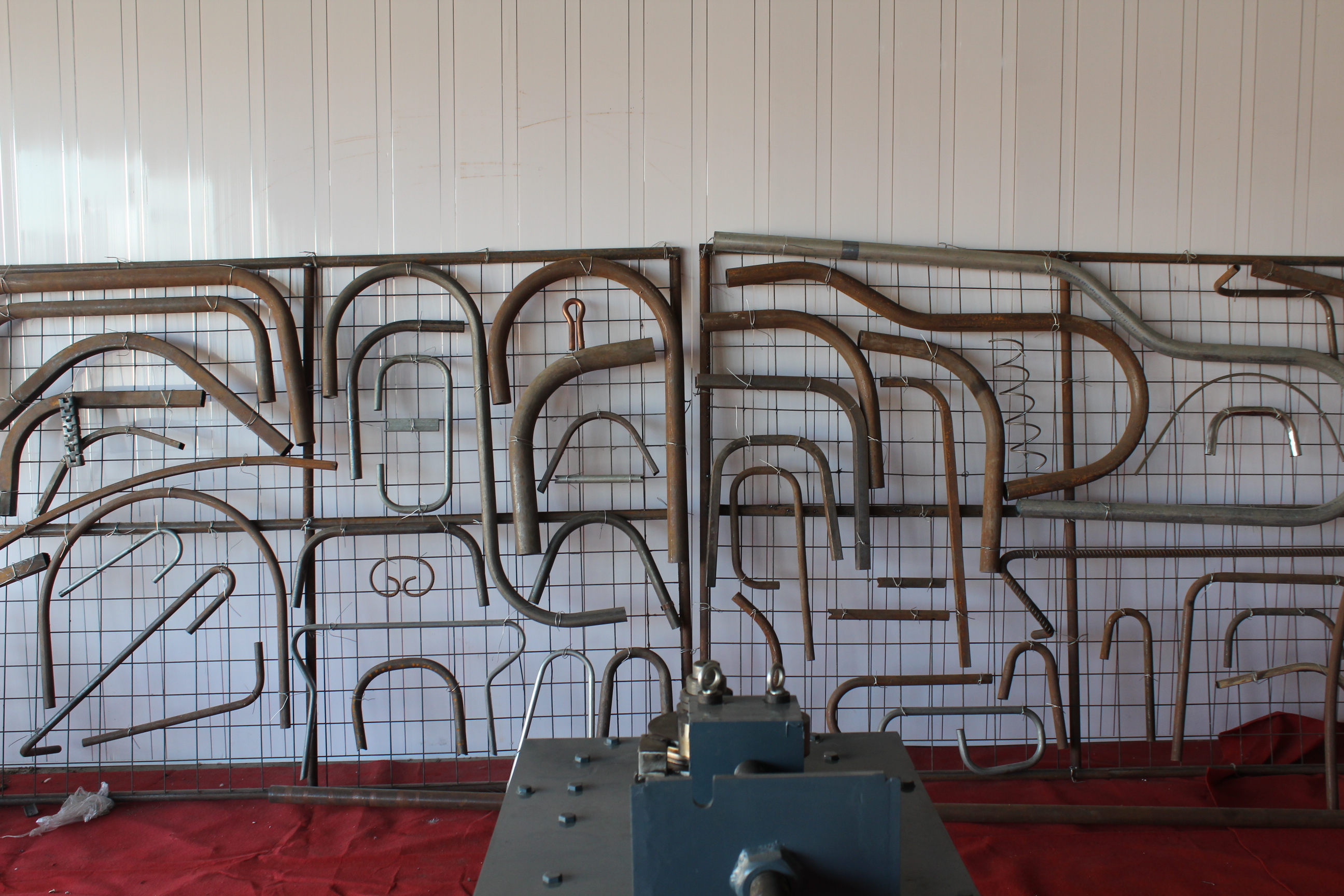
弯管机特点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;2、床身结构稳固,不易变形;3、每一档可设定16个弯管角度,记忆体可储放16组档案;4、俱慢速,弯管角度稳定,重复精度达±0.1°;5、错误讯息在屏幕上显示,帮助操作者立即排除;6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
1、使用电动液压弯管机时首要的工作是检验机器各方面的情况,确认弯管机的情况正常,包括金属外应、漏电保护装置、受力夹板、密封垫等。2、开始操作时要严格根据电动液压弯管机的使用说明来进行。将电动液压弯管机的油缸旋转使其进入方档块中的内螺纹,使得支架上的车轮即油缸的后端支撑向下。3、下一步是进行加工。这一点必须根据所要加工的管道外径大小挑选合适的模具,将其套在弯管排中,将夹板的指向槽对应模具。然后将其置入相应的板孔之中,并将管道植入弯管槽内,加紧。继而开始启动电动油泵进行弯管工作
产品优势和性能特点:1:机械传动部分:采用自主研发设计的涡轮减速箱传动,经久耐用、力度强,弯管过程轮模转动,配合高强度压条一次性定形弯管。2:电路控制部分:采用先进的嵌入式微电脑智能控制系统控制,专业化的设计、人性化的理念、。3:产品优势体现:①:由经验丰富的专业技术人员制作、性能稳定②:智能芯片控制、响应速度快、灵敏度高、可设置智能控制系统。③:采用进口接近开关控制(取代行程开关)信号感应强、运行角度准确、重复精度高。④:从根源上解决了由于“机械式”控制无法准确停机造成角度偏差大、重复精度低、使用不便等诸多问题4:主要用途:家具制造行业、闸门加工行业、健身器材行业、输送管道行业、装饰行业、车配件制造行业、休闲娱乐设备行业。
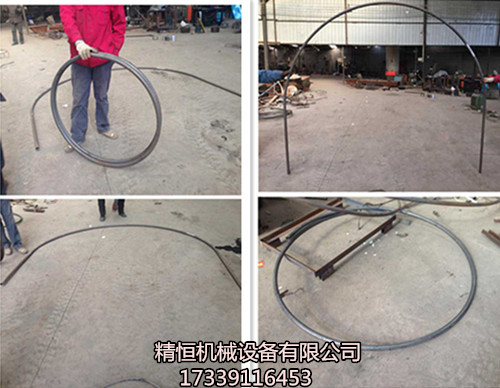
钢管弯弧机包括减速机、大齿轮、小齿轮、弯曲盘面,其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢管 进行双向弯曲。中心轴可替换,便于维修。
钢管弯弧机的操作规程:1、检查机械性能是否良好、工作台和弯曲机台面保持水平;并准备好各种芯轴工具挡。2、按加工钢管的直径和弯曲机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢管直径的2.5倍。3、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。4、作业时,将钢管需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,确实安在挡住钢管的一侧方可开动。5、作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。6、弯曲钢管时,严禁加工超过机械规定的钢管直径、根数及机械转速。7、弯曲高硬度或低合金钢管时,应按机械铭牌规定换标限制直径,并调换相应的芯轴。8、严禁在弯曲钢管的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。9、转盘换向时,必须在停稳后进行。10、作业完毕、清理现场、保养机械、断电锁箱。




















 冀公网安备13010402002588
冀公网安备13010402002588