




 通过
通过 




法兰机就是将各种钢材或者有色金属型材,卷成圆环的一种卷圆装置。相比一般的加工设备,具有体积比较小,加工速度快,精度高和能耗低等特点,被广泛应用在型材加工领域。法兰机大致可以分为两种类型,一种是机械式的,主要是靠电动机产生动力,对型材进行弯曲,还有一个就是液压式的法兰机,它主要是用电机驱动油泵,产生高压油推动工作缸,产生推力或扭矩来弯曲型材的。法兰机制作法兰的时候,要考虑的就是制作法兰的尺寸规格了,按照我们的需要来进行尺寸的选择,一般情况下,我们需要从几个方面进行考虑,是材质的厚度,如果太薄的话,卷制也会出现问题,如果是太厚的话,我们就需要选择合适的法兰机。除此之外法兰材料、法兰直径大小也是我们需要注意的。
角钢法兰,分为两种:一种是角钢向外卷(角钢正卷,开口向外),一种是角钢向内卷(角钢反卷,开口向内)。实际操作过程中,能做到两条边垂直为90°,并且不翻边的有一定难度,这是由其物理特性决定的。角钢向外卷角钢向外卷(角钢正卷,开口向外):角钢或角铁在进行卷弯的时候,外边被拉伸,而里边垂直的边被挤压,所以外边被延伸,里边被挤压,造成受力既不均匀,又是受的相反的力,从而造成加工后的角钢产生不是90°垂直,而且很可能有褶皱产生。这种现象一般出现在5号以上角钢比较明显。3号角钢及4号角钢如果加工的尺寸在600mm以上,褶皱现象不是很明显。

为了保证法兰连接的密封性能,一般管法兰和容器法兰压紧垫片的密封面,常加工成以下五种型式:1)平面密封面——光滑平面,有时还在平面上车制2~4条沟槽(称为“防漏沟”或“水线”);2)凹凸型密封面——由一个凹面和一个凸面组成; 3)榫槽密封面——由一个榫面和一个槽面组成; 4)锥型密封面——由两个锥形面组成; 5)梯型槽密封面——由两个梯形槽组成。
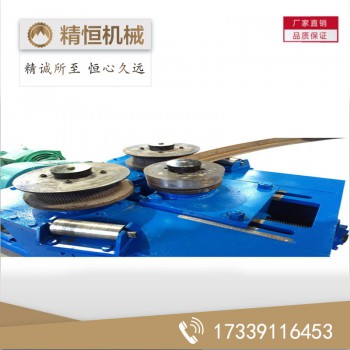
F6型卷圆机是对称式三辊型材卷圆机,集机电一体,将电动机输出的较高转速通过传动装置、联轴器、减速机、齿轮等转换为所需的大转矩低转速,带动位置固定的两主动辊实现旋转运动,为型材行走提供扭矩。被动辊通过手轮前进、后退实现位移,为卷制型材提供所需的加压力,位移量由数字标尺实时显示。三个工作辊成等腰三角形分布,通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。

槽钢是截面为凹槽形的长条钢材。截面形状为槽形的型钢。槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。槽钢分类槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造、其它工业结构和固定盘柜等,槽钢还常常和工字钢配合使用。槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。依照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。
性能描述:弯卷不同规格槽钢、扁钢 、节能、节材.结构及工作原理:设备主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。保养电路:注意电路板清洁,定时清理强弱电箱灰尘,保持电箱干爽,防止受潮。油路:检查油路各部位有无漏油现象,及时处理。防止活塞杆刮伤和油质变质。机械:机台传动部位检查有无磨损现象,检查每个黄油嘴有无堵死现象,并注黄油。其他注意事项:液压油建议一年更换一次并清理油箱油泥,水冷却器及时清理防止油温上涨造成油质加速老化,当然无小事,电路门开关,油路泄压阀,机械挡块,机台警示灯在保养的时候一定要检查是否正常工作.工作原理:成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。

在大型法兰的生产之中,影响大型法兰性能的因素有很多,下面我们说下常见的几个因素,首先是退火温度(退火温度为引物和模板结合时候的温度参数,当 50%的引物和互补序列表现为双链DNA分子时的温度·它是影响PCR特异性比较重要的因素。在理想的状态下,退火温度足够低,以保证引物同目的序列有效 退火,同时还要足够的高,以减少非特异性的结合。合理的退火温度从55℃到70℃。退火温度一般设定比引物的Tm要低于5℃)退火温度是否达到所需的温 度。大型法兰处理一般是采取固溶热处理,也就是人们平常所谓的"退火",温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退 火区的大型法兰管件应为白炽的状态,但没有出现软化下垂。
角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40号机械油。




















 冀公网安备13010402002588
冀公网安备13010402002588