




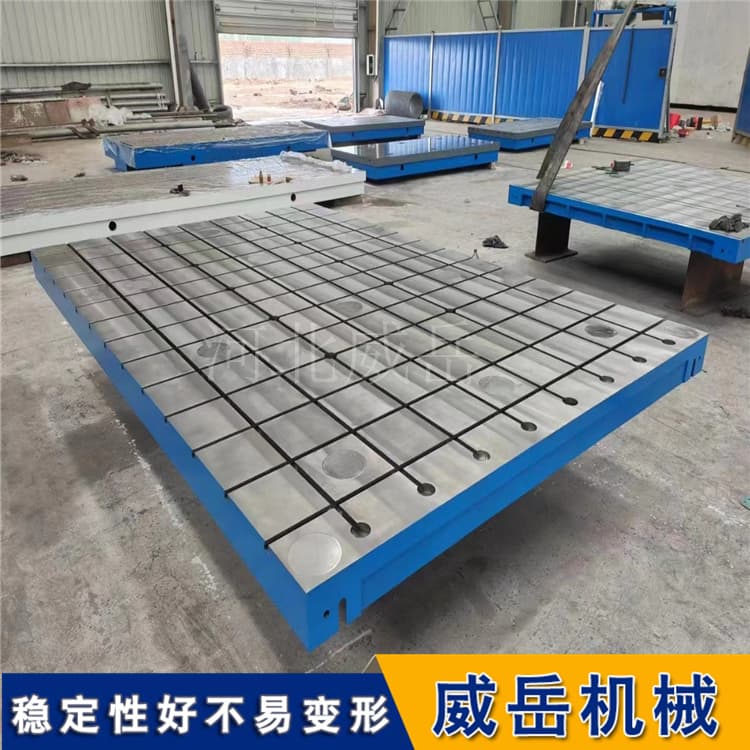




铸铁T型槽底座安装:从零到稳,一篇带你“上车”
铸铁T型槽底座的长期使用状态,直接取决于前期安装调试的规范性。行业内多数台面晃动、设备偏移、工况不稳、试验数据波动等问题,并非产品本身质量问题,而是场地处理、支撑排布、调平锁紧等流程操作不规范导致。本文梳理标准化完整安装 流程,步骤清晰、落地性强,适合车间操作人员新手参考,适配各类基座搭建场景。
流程,步骤清晰、落地性强,适合车间操作人员新手参考,适配各类基座搭建场景。
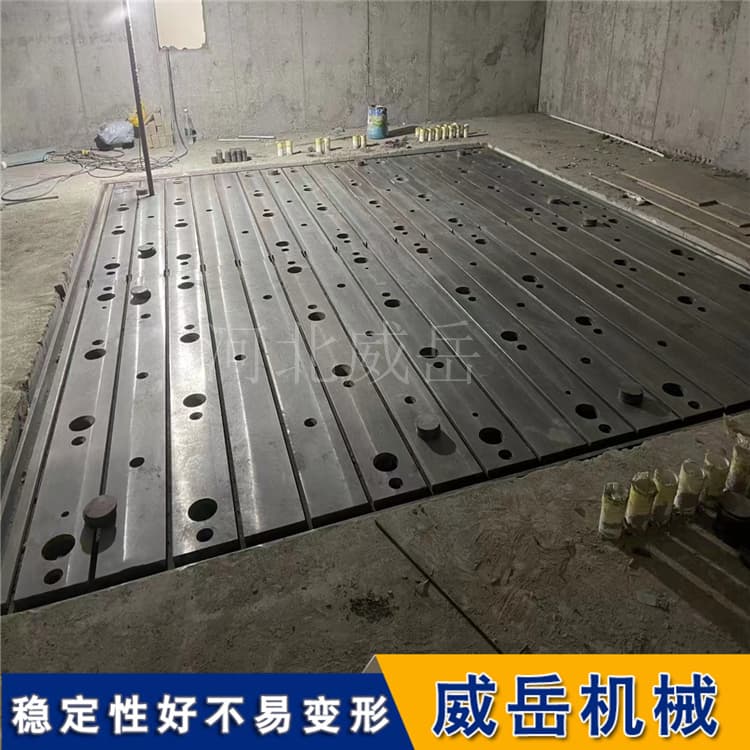
安装前期需完成场地勘测与预处理工作。安装区域地面须保证硬化密实,无空鼓、裂缝、不均匀沉降等缺陷,地面整体承载力需要匹配底座、设备及动态载荷的总重量。提前清理地面碎石、油污、凸起杂物,对高低落差较大的区域提前找平,避免后期依靠多层薄垫板叠加找平,杜绝受压塌陷引发的台面倾斜问题。
场地处理完成后,开展底座吊装就位与支撑布置工作。借助专业吊装设备平稳下放底座,避免高空冲击磕碰损伤台面结构。按照均匀受力原则布置可调支撑垫块,四角、中部、设备下方均需设置支撑点位,所有垫块需完全贴合地面与底座底部,杜绝局部悬空、虚脚受力,从源头解决受力不均的核心隐患。
调平作业需分阶段开展,不可一次性大幅调节垫块高度。首先完成初步调平,消除台面明显倾斜偏差;静置一段时间释放安装应力后,使用水平仪从横向、纵向、对角多维度复测,微量微调垫块高度,保证台面整体水平均匀。分阶段调平可有效抵消应力回弹,长期维持基座基准稳定。
设备对位与锁紧环节,需遵循对称分次锁紧原则。根据设备底座孔位规划对称固定点位,选用适配规格的T型螺栓与压块,对角逐步锁紧固定,避免单侧用力过大造成机体扭曲、对位偏移。锁紧完成后手动检测设备稳固性,确认无滑动、松动、卡顿等异常情况。
最后进行空载试运行与状态锁定。开启设备空载运转,观察底座震动、机位状态,排查共振、移位等隐患,确认工况稳定后锁紧全部限位结构,标记调节点位,方便后期检修校准。整套标准化流程落地后,可实现基座长期稳定运行,大幅降低后期返工整改成本。

















 冀公网安备13010402002588
冀公网安备13010402002588