







试验铁地板 “自传”:从铁疙瘩到工业脊梁,它经历了什么?
试验铁地板生产工艺,铸铁试验地板成型,工业试验地板蜕变,高精度铁地板制造
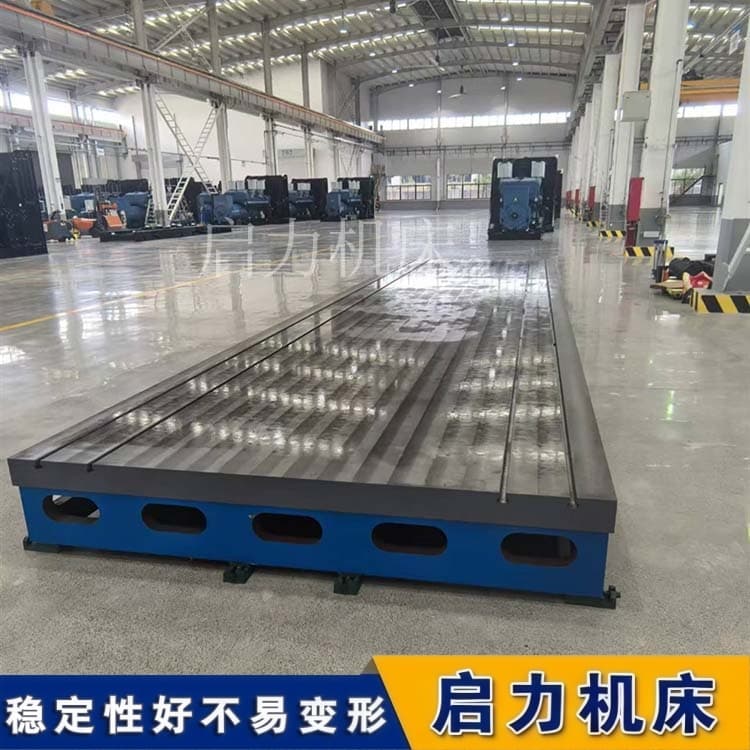
大家好,我是一块试验铁地板。在外人眼里,我不过是块厚重的铸铁板,可在工业与实验室里,我是稳如磐石的工业脊梁。从一堆冰冷铁料,到能扛重载、保精度、耐岁月的试验基座,我的蜕变,藏着不为人知的千锤百炼。
初生:从铁水到毛坯,铸出一身筋骨
我的故事始于高温熔炉。精选 HT250/HT300 铸铁原料入炉熔炼,严控碳硅配比,剔除有害杂质,化成滚烫铁水。再注入砂型,缓慢冷却成型,褪去砂壳后,我只是一块粗糙厚重的铁疙瘩,内部还藏着巨大铸造应力,稍不留神就会变形开裂。
这一步决定根基,材质不纯、浇筑不均,后续再怎么加工也成不了合格的试验平台。
淬炼:双重时效,把 “脾气” 磨平
刚成型的我 “性子急躁”,须经过双重时效处理。先自然静置数月,再进高温炉回火保温,缓慢降温,把内应力释放。
这是熬人的环节,很多同类为了赶工期跳过这步,用不久就翘曲变形。而我耐住性子,把不稳定因子一一剔除,从此身板更稳,精度能守得住十年不变。
雕琢:粗精加工,毫厘之间见真章
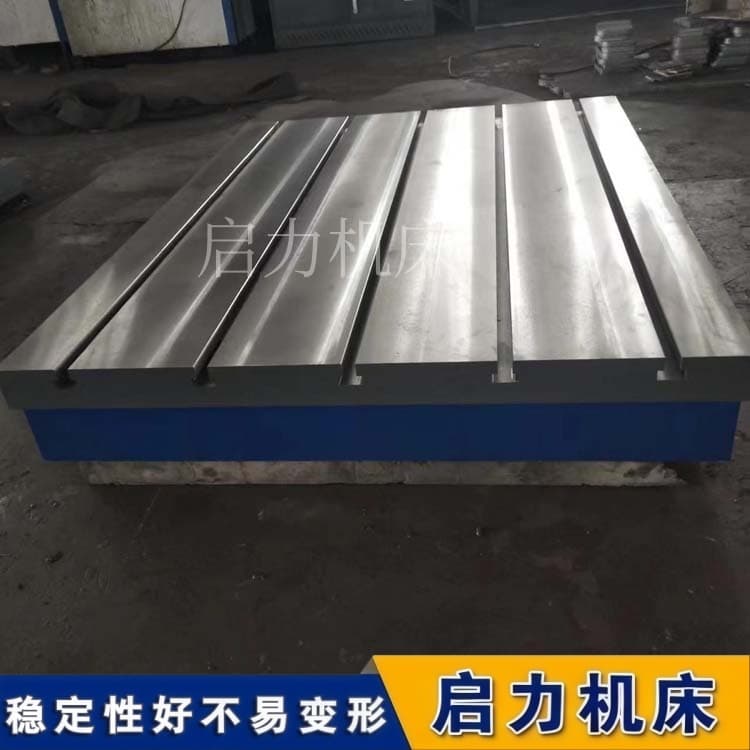
应力消除后,我迎来真正的形。先经龙门铣床粗加工,削去多余余量,做出箱体加强筋结构,让承重更均匀。
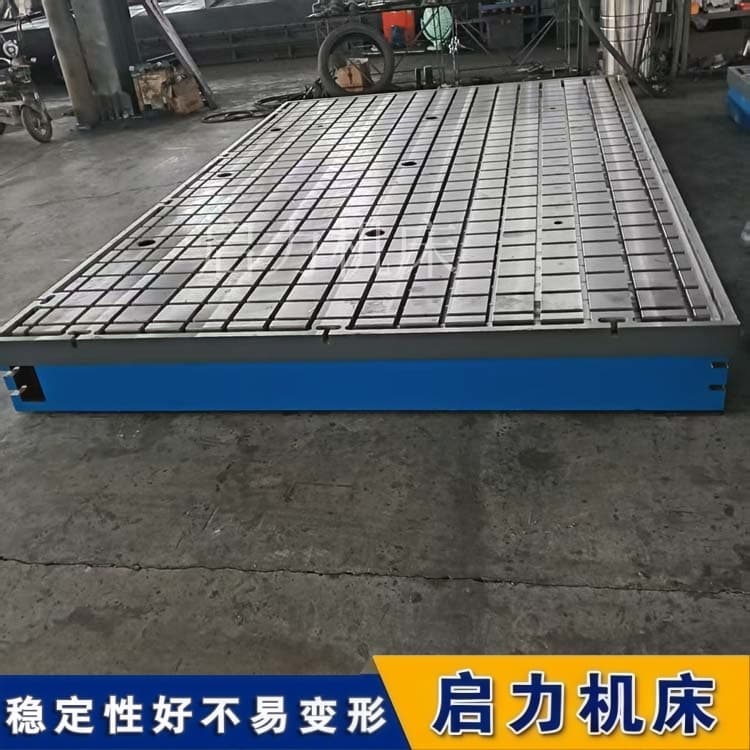
再进入精加工:大型磨床精磨、人工刮研打点,把平面度控制在0.02mm/m 以内。T 型槽铣削,槽距误差不超 0.02mm,夹具才能牢牢固定,设备才能稳稳安放。每一刀都关乎精度,差之毫厘,试验数据便谬以千里。
守护:防锈防护,耐造更耐用
车间潮湿、多油、多尘,我须穿上 “防护铠甲”。经喷砂除锈、林化打底,再喷涂耐油防锈工业漆,槽内也做防锈处理。耐磨抗腐、不惧碰撞,常年在一线服役也不易生锈损坏。
上岗:稳扛重任,成为工业定盘星
历经浇筑、时效、粗精磨、防锈,我终于告别 “铁疙瘩”,成为合格的试验铁地板。
重型设备压上来,我稳如泰山不变形
振动试验启动,我吸震消波保数据真实
仪器校准,我平面度不跑偏
常年高频使用,我精度稳定少维护
从车间试验到科研实验室,从汽车零部件测试到大型装备校准,我默默托举万千设备,用一身硬实力撑起工业精度底线。
尾声
我没有光鲜外表,却以千锤百炼换来了可靠与持久。从一块毛坯铁,到工业脊梁,我走过的每一步,都是为了稳得住、测得准、用得久。这就是我的一生,低调却扛重任,平凡却不可或缺。





















 冀公网安备13010402002588
冀公网安备13010402002588