
清河县创泰焊接材料
电厂 机械厂 砖厂 矿山机械厂

服务热线
0319-5535793



联系姓名:任振帅
联系电话:0319-5535793
所在地区:河北/邢台市
主营产品:电厂 机械厂 砖厂 矿山机械厂
提交后,商家将派专人为您服务
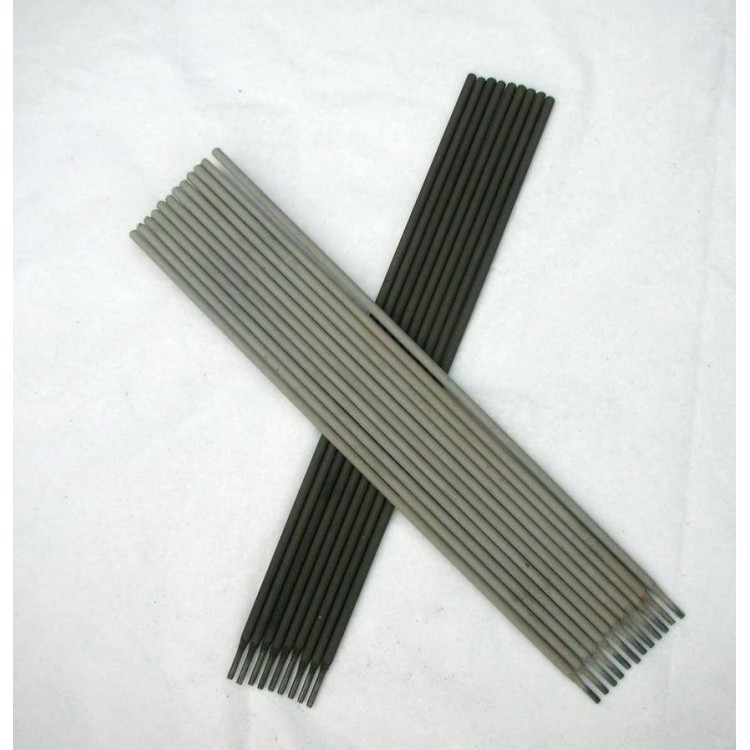
R707耐热钢焊条 符合GB E9Mo-15 相当AWS E8015-B8
简介:低氢钠型药皮的Cr9Mo耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到300~400℃(整个焊接过程中必须保持此温度)。用于焊接Cr9Mo耐热钢结构及过热器管道等。
R717耐热钢焊条 符合GB E9015-B9
简介:低氢钠型药皮的Cr9Mo1Ni0.8V的贝氏全-马氏体耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到300~400℃。用于焊接工作温度在600-650℃的Cr9MoniV(如T91或P9)耐热钢,如蒸汽管道、过热器管等。
R802耐热钢焊条 符合GB E11MoVNi-16
简介:钛钙性药皮的eCr11MoNiV耐热钢焊条,交直流两用,可全位置焊接。具有良好的工艺性能。用于焊接Cr9Mo耐热钢结构及过热器管道等。
R807耐热钢焊条 符合GB E11MoVNi-15
简介:低氢钠型药皮的Cr11MoNiV的耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到350~400℃。用于焊接工作温度在565℃的1Cr11MoV耐热钢结构,如高压汽轮机的变速级叶
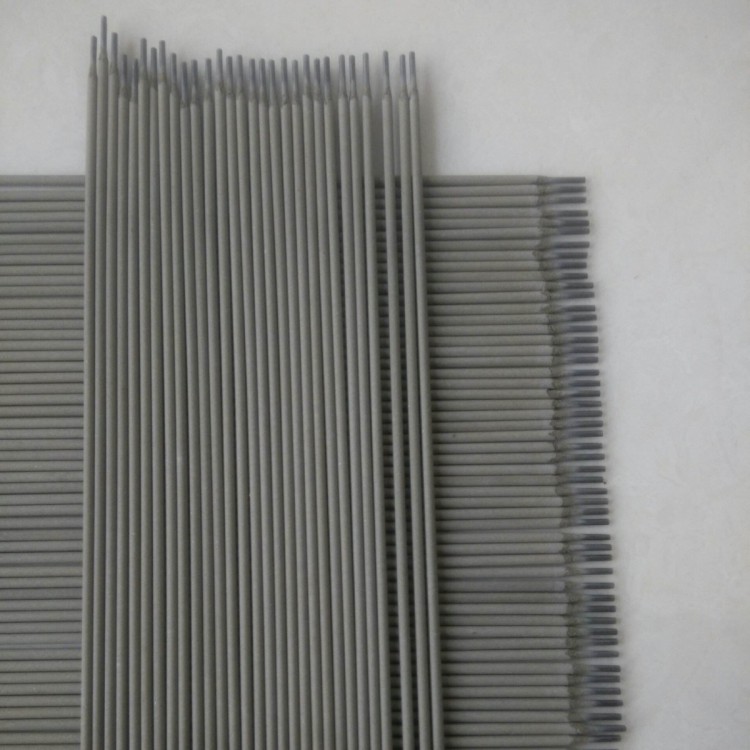
耐热钢焊条
R102耐热钢焊条 符合GB E5003-A1
简介:钛钙性药皮的含0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。用于焊接工作温度在510℃一下的锅炉管道(如15Mo)氩弧焊打底后的盖面焊,也可用于焊接一般的低合金高强度钢。
R106Fe耐热钢焊条 符合GB E5018-A1 相当AWS E7018-A1
简介:铁粉低氢型药皮的含0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。用于焊接工作温度在510℃一下的锅炉管道(如15Mo),也可焊接一般的低合金钢。
R107耐热钢焊条 符合GB E5015-A1 相当AWS E7015-A1
简介:低氢型药皮的含Mo0.5%的珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到90~110℃。用于焊接在510℃以下的锅炉管道(15Mo等),也可用于焊接一般的低合金高强度钢。
R200耐热钢焊条 符合GB E5500-B1
简介:特殊型药皮的含0.5%Cr-0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。性能可满足高压管道焊接的各项技术要求,具有良好的抗气孔性能及冷弯塑性。用于焊接工作温度在510℃以下的珠光体耐热钢(如12CrMo),用于蒸汽管道及过热器管道等。
R202耐热钢焊条 符合GB E5500-B1
简介:钛钙性药皮的含0.5%Cr-0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。工作温度和用途同R200焊条。
R207耐热钢焊条 符合GB E5515-B1 相当AWS E8015-B1
简介:低氢型药皮的含Cr0.5%-Mo0.5%的珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到90-110℃。焊接工作温度在510℃以下的CrMo珠光体耐热钢(如12CrMo等)和高温、高压管道、化工容器等相应的钢种。
R302耐热钢焊条 符合GB E5503-B2
钛钙性药皮的含1%Cr-0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。用于工作温度在520℃一下的1%Cr-0.5%Mo(如15CrMo)钢,用于锅炉管道氩弧焊打底焊后的盖面焊接。
R307耐热钢焊条 符合GB E5515-B2 相当AWS E8015-B2
简介:低氢型药皮的珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到160℃-250摄氏度。焊接工作温度在520℃以下的Cr1%-Mo0.5%珠光体耐热钢(如15CrMo等)焊接,如锅炉管道、高压容器、石油精炼设备等,也可用来焊接30CrMnSi铸钢。









免责申明:中商114为国内互联网信息服务提供者,平台内所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。中商114提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请及时通过电话与店铺经营者沟通确认;如您发现店铺内有任何违法/侵权信息,请立即向中商114举报并提供有效线索,我们会积极协助配合。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要707耐热钢焊条GB E9Mo-15耐热钢焊条E_五金机电样品确认产品质量。如707耐热钢焊条GB E9Mo-15耐热钢焊条E_五金机电报价过低,可能为虚假信息,请确认707耐热钢焊条GB E9Mo-15耐热钢焊条E_五金机电报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2025 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎




 冀公网安备13010402002588
冀公网安备13010402002588