





 通过中商114
通过中商114 



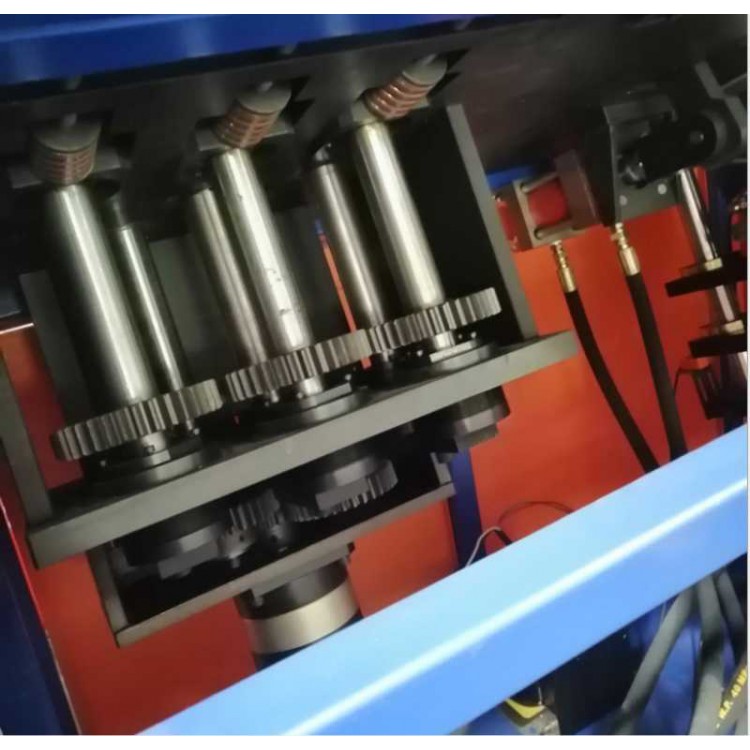
钢丝折弯机介绍
使用方法 按普通的液压折弯机加工Q235板料来做简单介绍: 1、首先是接通电源,在控制面板上打开钥匙开关,再按油泵启动。 2、行程调节,折弯机使用必须要注意调节行程,在折弯前一定要试车。折弯机上模下行至底部时必须保证有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。 3、折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。 4、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。 5、踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,再踩继续下行。

钢丝折弯机阐述
保养与维护 在进行机床保养或擦机前,应将上模对准下模后放下关机,直至工作完毕,如需进行开机或其它操作,应将模式选择在手动,并确保安全。其保养内容如下: 1、液压油路 1)每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油; 2)本机所用液压油为ISO HM46或MOBIL DTE25; 3)新机工作2000小时后应换油,以后每工作4000~6000小时后应换油,每次换油,应清洗油箱; 4)系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。

钢丝折弯机定做
7、板料折弯时必须在板料后方并双手扶持板料,以防在折弯时板料翘起伤人。 8、下模模口在一般情况下应选择不小于8倍的板料厚度的宽度,若R弧不能满足工件要求那在有足够的压力下可略小于此值。 9、折弯机上模下行至底部时必须保证有一个板厚的间隙,否则会对模具和机器造成损坏。 10.机床工作时,机床后部不允许站人。 11.严禁单独在一端处压折板料。 12.运转时发现工件或模具不正,应停车校正,严禁运转中用手校正以防伤手。















 冀公网安备13010402002588
冀公网安备13010402002588