



 通过中商114
通过中商114 




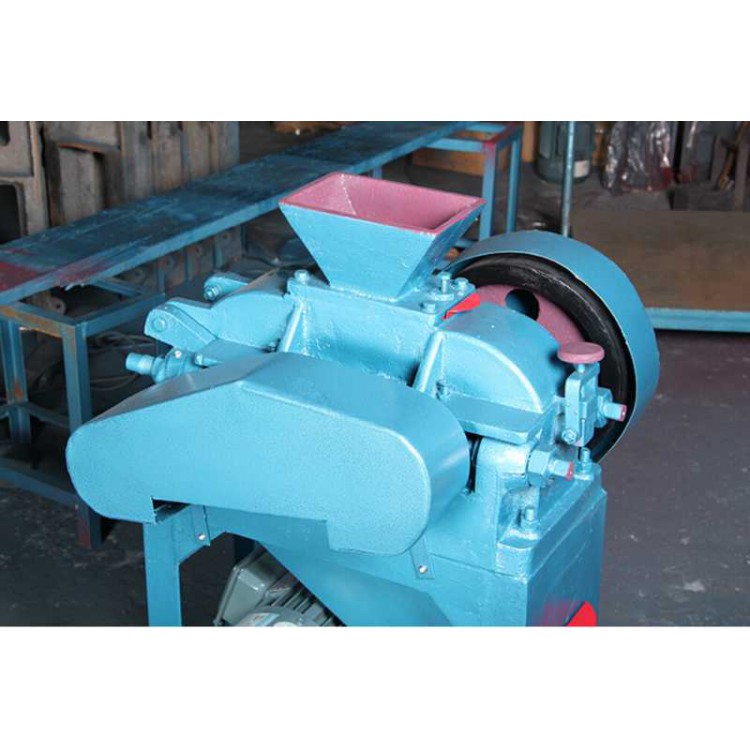
对辊制砂机阐述
3.在运转时V带轮、齿轮、辊子等旋转部件,都应平稳无震动,齿面辊子的齿面不得与机体摩擦,不应有不正常响声; 4.轴承温升不得超过30℃,高温度不得超过70℃; 5.空负荷试车合格后,进行带符合试车,其试车时间可按系统要求进行。 七、操作规程 1、操作本机人员,须经安全教育; 2、设备运转时,严禁用手直接在进料口上破碎腔内搬运或挪移石料; 3、设备工作时,严禁从上面向机内窥视; 4、设备运转时,严禁作任何调整,清理或检修等工作; 5、本机的电气设备应接地,并将电线装在绝缘管内。

对辊制砂机规格
1、给料要均匀。 即应当连续地沿着棍子的全长均匀加料.否则辊皮表面会局部磨损.产生环状沟槽和凸沿,从而使破碎产品的拉度不均匀 2、棍子开程要适当 使用对辊机时.粗子的开程不能太大或太小.否则会出现破碎比偏小或出现噎车现象. 3、粉碎不同拉度的物料好选用不同直径的对粗.详见表 4、对辊破碎机的结构决定了其破碎比不可能很大,破碎刚玉时一般为3一4. 5、用于刚玉破碎的对棍机.棍子直径应比长度大l-2倍.以保证设备的强度和刚性。 6、棍子转速不宜过高。转速高不仅增加动力消耗还会使辊壳磨损加快.微粉增多. 破碎刚玉时棍子转速以2 -- 2.5m/s为宜. 7、辊壳应选用高硬度耐磨材料,如高锰钢和高碳钢等。 8、对辊机保险装置应采用高强度弹簧,实际上对刚玉类坚硬无聊破碎时,弹簧已失去保险作用,在设备强度和刚性足够的条件下,可以取消弹簧,改用其他保险装置,如过负荷钢片或液压装置等。这样可以提高工作效率,并且出料均匀,粉料少。

对辊制砂机定做
细碎对辊机是砖瓦工业中用得较普遍的设备,尤其是对塑性料加工时,末一道的细碎设备,至今还没有一种设备能够替代它。由于砖厂的规模越来越大,要求破碎的细度越来越细,因此细碎对辊机正在不断地改进以满足高产量、高效率、高精度的要求。 细碎对辊机与普通初碎对辊机在结构上并没有严格区别。一般可以这样来区分:细碎对辊机的辊隙一般在1mm左右,而初碎对辊机的辊隙一般在3mm以上。细碎对辊机的破碎比,一般只用到1:3多不超过1:4,特殊情况下只用1:2。而初碎对辊机一般采用到1:10,大用到1:12。因为细碎对辊机的辊隙窄,所以要满足与初碎对辊机相同的产量,细碎对辊机必须加大直径或加快转速,或者既加大直径又加快转速的方法,即加大辊子的线速度的办法。细碎对辊机的辊径已达到1350mm的,而直径为1000mm的细碎对辊机已很普遍。高速细碎对辊机的辊速已达1000r/min。再一个不同点是初碎对辊机的一对辊子线速度是不相等的,而细碎对辊机的辊速一般应是相同的。 要保证细碎对辊机的辊隙不变,就要解决好对辊机的磨损问题,一般采用以下措施:



























 冀公网安备13010402002588
冀公网安备13010402002588