




 通过中商114
通过中商114 




热熔对焊机说明
●适用于PE、PP、PVDF等管道的直管与直管,直管与弯头管件焊接,可在野外操作; ●由机架、主控制箱、铣刀与加热板支架组成; ●控制器采用德国西门子PLC与触摸屏控制系统控制; ●系统带有实时焊接数据记录及打印功能,并且可以通过USB接口导出焊接数据;系统内自带TSG D2002-2006 燃气管道焊接标准,焊接时可直接调用; ●热板采用油缸升降结构,可实现全自动焊接,在焊接过程无需人为干预; ●标配单片夹具,提高管道对中准确度; ●设备可加装GPS定位与远程数据传输功能,可将每个焊口的焊接数据和地理位置通过DTU远程传输到服务器 内,客户可通过电脑登陆查询与存档; ●设备可加装指纹开机系统,可识别操作设备人员身份; ●智慧燃气·云焊接系统有机组成部分,也可与用户信息化系统对接,实现智能化。
热熔对焊机规格
热熔对接焊机的形式多种多样,用户应根据焊接管材的规格、自身的经济承受能力、操作人员的素质以及企业对焊机质量的水平等选用。按控制方式分可分为手动、半自动和全自动三种;按加热方式分可分为接触加热和辐射加热二种;按机座的形式可分为固定、轮式和履带式三种;按焊接压力提供方式分可分为人力施压和波力施压
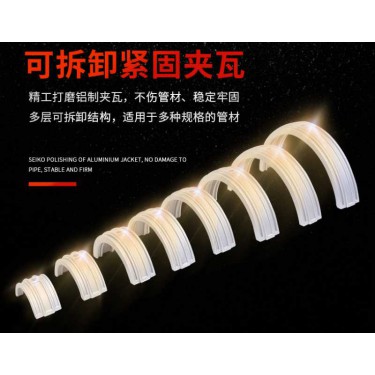
热熔对焊机样式
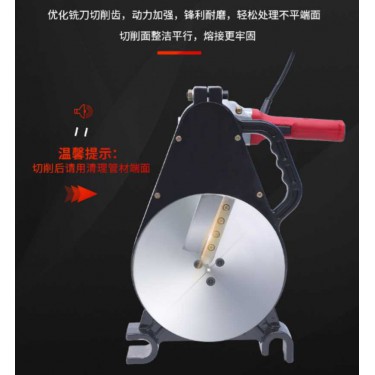
1、焊接准备焊接准备主要是检查焊接机状况是否满足工作要求。如检查机具各个部位的紧固件有无脱落或松动;检查整机电器线路连接是否正确、可靠;检查液压箱内液压油是否充足;确认电源与机具输人要求相匹配;加热板是否符合要求(涂层是否损伤);铣刀和油泵开关等的试运行等。然后将管材规格一致的卡瓦装入机架;设定加热板温度至焊接温度(聚乙烯管机道的焊接温度为200~230℃ ),加热前,应用软纸或布蘸酒精擦拭加热板表面,但注意不要划伤PTFE防黏层。


























 冀公网安备13010402002588
冀公网安备13010402002588