





 通过中商114
通过中商114 

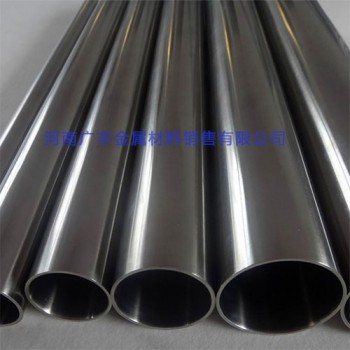
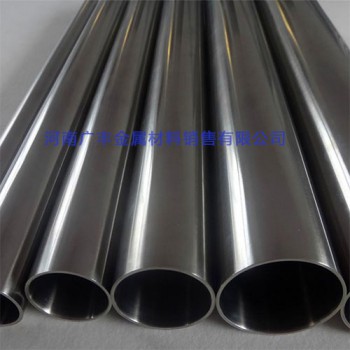
不锈钢加工中的细节分析 1、加工区:不锈钢的加工区域应相对固定。不锈钢加工区的平台应采取隔离措施,如铺上橡胶垫等。不锈钢加工区的定置管理、文明生产应加强,以避免对不锈钢件的损伤与污染。 2、成型加工:在卷板、折弯过程中,应采取措施避免造成不锈钢表面划伤和折痕。 3、机械加工:不锈钢在车、铣等机械加工时也应注意防护,作业完成应清理干净工件表面的油污、铁屑等杂物。 4、下料:不锈钢的下料采用剪切或等离子切割、锯切等。
砂轮硬度对粘附率的影响。选用磨料为白刚玉、粒度46,硬度分别为H、J、K、L级的砂轮,对试件进行磨削,磨削行程600mm,检测粘附率。砂轮硬度越高,粘附越严重。这是由于硬度低的砂轮,磨粒在磨削力作用下,易于从砂轮表面脱落,形成新的容屑空间,不易堵塞。



紧固件的不锈钢磁性问题?紧固件如果使用不锈钢作为主要材质,则还要了解一下不锈钢本身的磁性问题。不锈钢一般来说是被认为不具有磁性的,但是实际上奥氏体系列材料经过一定加工工艺后,是有可能出现一定磁性的,不过如果就此认为磁性是判断不锈钢紧固件质量的标准也是不准确的。紧固件在挑选时,不锈钢材料是否具备磁性并不能说明其品质的高低,实际上一些铬锰不锈钢正是不具有磁性的不锈钢。不锈钢紧固件中铬锰不锈钢并不能替代300系列不锈钢的使用,尤其在高介质腐蚀性工作环境中更是如此。
特别是高碳钢,高锰钢、铬镍合金钢等,易于在晶界上产生低熔点的共晶物(如MnS, FeS等),对薄壁不锈钢管坯过烧的敏感性较强,加热钢坯时要小心注意。




















 冀公网安备13010402002588
冀公网安备13010402002588