






 通过
通过 



法兰成型机是将碳钢,不锈钢,有色金属型材,卷制成直径с320-6000mm的圆环和法兰的一种高效益的卷圆装置。法兰成型机的卷圆是利用机械的方法使材料内部所承受的应力全部达到屈服极限,并将其卷制成所需半径的管筒件的一种冷加工方法。法兰成型机结构紧凑,具有体积小、能耗低、效率高、无噪音、安装使用方便、操作简单、承载能力强、寿命长、卷圆速度快、产品质量可靠等优点。我国是世界上法兰成型机(卷圆机)产量多的国家,但在国际市场竞争中仍处于较低水平;即使国内市场也面临着严峻的形势,一方面国内市场对各类法兰成型机(卷圆机机床)产品特别是数控机床有大量的需求,而另一方面却有不少国产机床滞 销积压,国外卷圆机机床产品充斥市场。这种现象的出现,除了有经营上、 产品制造质量上和促销手段上等原因外,一个主要的原因是我国生产的数控法兰成型机品种、性能和结构不够先进,新产品的开发周期长,从而不能及时针对用户的需求提供满意的产品。我国工厂由于缺乏法兰成型机设计的科学分析工具(如分析和评价软件、整机结构有限元分析方法以及卷圆机机床性能测试装置等),自行开发的新产品大多基于直观经验和类比设计,使设计一次成功的把握性降低,往往需要反复试制才能定型,从而可能错过新产品推向市场的良机。

法兰机价格
如果想使加工出来的卷制法兰圆度好平整度高,就必须正确使用法兰成型机。有些客户由于之前从未接触过法兰成型机,由于使用不熟练导致卷制出来的法兰圆度平整度不尽如人意。详细介绍法兰成型机的正确使用方法:1、在使用法兰成型机之前,首先必须准备材料,材料的好坏至关重要,规矩的材料才能卷制出圆度好平整度高的法兰。2、被动轮进给时,应先将紧固螺栓松开,进给达到刻度后,再将圆螺母拧紧固定;被动轮两边的螺栓(4-M30)拧紧、固定。3、设备配有正转与倒转的装置,设备正在运行时如须打反转,则应先将调速开关复位,停机后停1分钟再开机。

法兰机价格
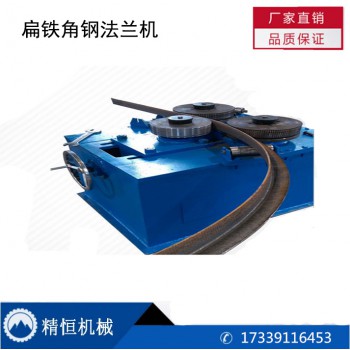
型材弯曲机由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅佐系统等部分组成。工作时,将所需冷弯加工的型钢由辅佐系统的门式托架推放在两主动滚轮之间,发起液压系统使液压缸推进燕尾槽和冷弯滚轮冷压型钢,待抵达计划所需弧度时关闭液压系统,发起机械传动系统,使主动滚轮转变并依托摩擦力股动型钢平稳缓慢前行,然后完结连续冷弯工作。 型材弯曲机可进行型材端部的预弯通过调节导辊,可对非对称型卷制过程中产生的扭曲进行校正,所有动作均由电器控制柜上的按钮来完成,位移数字显示,显示精度0、1mm。根据型材截面的形状可完成不同形状的卷制。型材弯曲机的优点是卷制型材的精度好、工作效率高。现在型材弯曲机在建筑业是必不可少的,日常工作中,只有正确使用型材弯曲机才能保证施工安全。然而很多工人还没有那么重视。下面给大家讲述如何正确使用型材弯曲机这一问题吧。一、安装型材弯曲机的时候,机身要放平稳,安全的接触地面,电源不能直接的接在钢筋弯曲机的按钮上,要另外安装铁壳开关控制按钮。二、在操作型材弯曲机之前,要先检查配件是不是全部都齐全。选择的动齿轮是不是和所弯钢筋直径机转速吻合。牙轮啮合间隙是否适当。固定铁锲是否紧密牢固。以及检查转盘转向是否和倒顺开关方向一致。一定要经过试运转,直到合格了,才能操作设备。三、操作型材弯曲机时,一定要严格按照设备工艺要求规范的操作。四、在操作型材弯曲机的时候,弯曲较长的工件时,应该有人在旁边帮扶。帮扶的人应该按照操作的人的指示推送工件。不能自己随意推送。五、在使用完型材弯曲机的时候,应该对现场进行打扫。

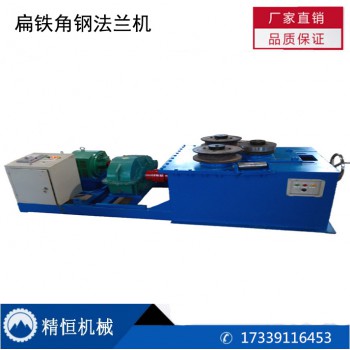
随着经济的发展,法兰成型机的应用越来越广泛,是日常中使用比较频繁的机械设备,但是,现在有一些人不是要了解法兰成型机这个设备,接下来由法兰成型机的小编带领大家一起了解了解,让更多的人知道。法兰成型机是将碳钢,不锈钢,有色金属型材,卷制成直径с320-6000mm的圆环和法兰的一种高效益的卷圆装置,法兰成型机主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。其可分为机械式法兰成型机和液压式法兰成型机。法兰成型机的结构紧凑,具有体积小、能耗低、效率高、无噪音、安装使用方便、操作简单、承载能力强、寿命长、卷圆速度快、产品质量可靠等优点。法兰成型机是一种高效益的卷圆装置,代替了原有钢板下料、对接、校正、车床加工等复杂工艺,并节省了氧气、乙炔、劳动力、原材料等,是制造法兰的先进母机。

用法兰成型机卷制法兰包含有哪些类?用法兰成型机卷制法兰包含有钢制和铸铁两大类,有圆形、方形、元宝形多种形状,以钢制圆法兰应用广泛。常用的法兰有:(1)螺纹法兰:一般为铸铁法兰,它和钢管的连接为螺纹连接,主要用于镀锌钢管与带法兰的附件连接。安装时,在加工好的管螺纹上缠麻丝抹铅油,将具有内螺纹的法兰拧紧即可。(2)平焊钢法兰:是本专业管道安装工程中应用普遍的一种法兰。法兰与钢管的连接,采用电焊焊接。其规格按管道的工作压力分为:0.25Mpa、0.6Mpa、1.0Mpa、1.6Mpa、2.5MPa五种。平焊钢法兰大多采用光滑密封面,少数严密性要求较高的管道(如氨管、氨阀等)采用凹凸式密封面。光滑密封面的加工精度为且应有2~4圈密封沟槽(俗称水线)。除了上述两种法兰外,尚有平焊松套钢法兰、对焊钢法兰、卷边松套法兰等多种。法兰和钢管的装配,均应保证法兰和管中心线的垂直度,并应在装配时先点焊、再用法兰尺检测垂直度,使其垂直偏差值a不超过±1~±2mm后施焊。管端插入法兰内应距法兰密封面有1.3~1.5倍管壁厚度的距离,以留做焊接接缝。









外框生产线 风口生产设备")

 冀公网安备13010402002588
冀公网安备13010402002588