










|
品牌 :
|
宏阳
|
型号 :
|
YD888Ni
|
|
焊丝直径 :
|
1.2/1.6/2.0mm
|
类型 :
|
多款供选
|
|
材质 :
|
W Cr Mn Mo Ni Si C Nb
|
牌号 :
|
YD888Ni
|
|
产地 :
|
河北
|
助焊剂含量 :
|
2%
|
|
加工定制 :
|
是
|
熔点 :
|
1200℃
|
|
长度 :
|
10000
|
重量 :
|
15kg/盘g
|
|
用途 :
|
用途广泛,金属磨损件修复及再造
|
工作温度 :
|
600
|
|
焊接电流 :
|
180A
|
是否含助焊剂 :
|
是
|
|
适用范围 :
|
硬度极高,抗裂性能极好,用于砖机螺旋轴和中等冲击的磨损部件。
|
规格 :
|
1.2mm,1.6mm,2.0mm
|
|
规格 :
|
1.2
|
主要下游平台 :
|
独立站
|
|
主要销售地区 :
|
非洲
|
有可授权的自有品牌 :
|
是
|
|
是否跨境货源 :
|
是
|
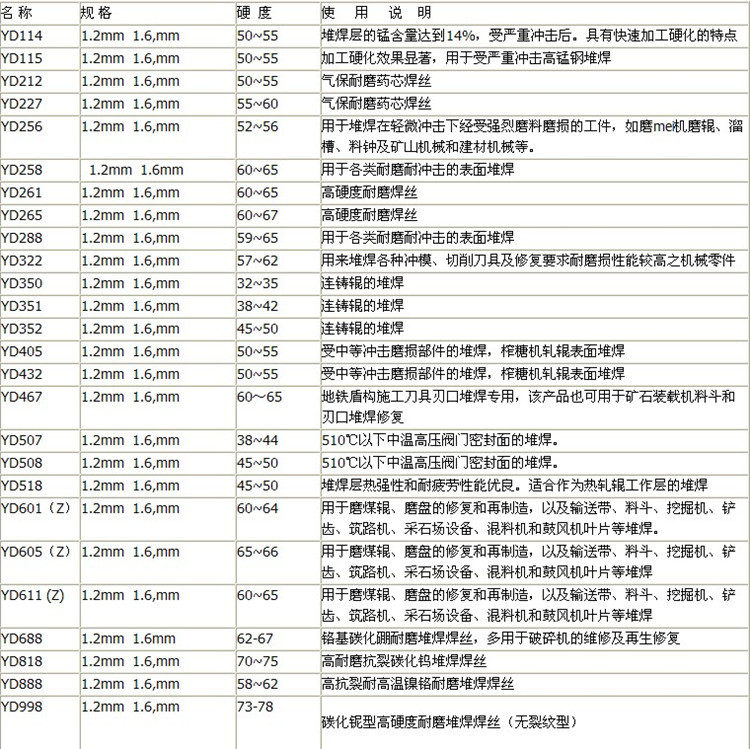
HT-YD888Ni高硬度耐磨焊丝 气体保护堆焊焊丝 药芯耐磨焊丝 铬基碳化钨堆焊焊丝 
HT-YD888Ni气体保护药芯耐磨焊丝
符合 GB/T 984 EDW-A-15
说明:
高铬钢的基础上添加大量硼化物,硬度高,堆焊层厚度不超过6mm,焊层硬度特高,耐磨性优良。
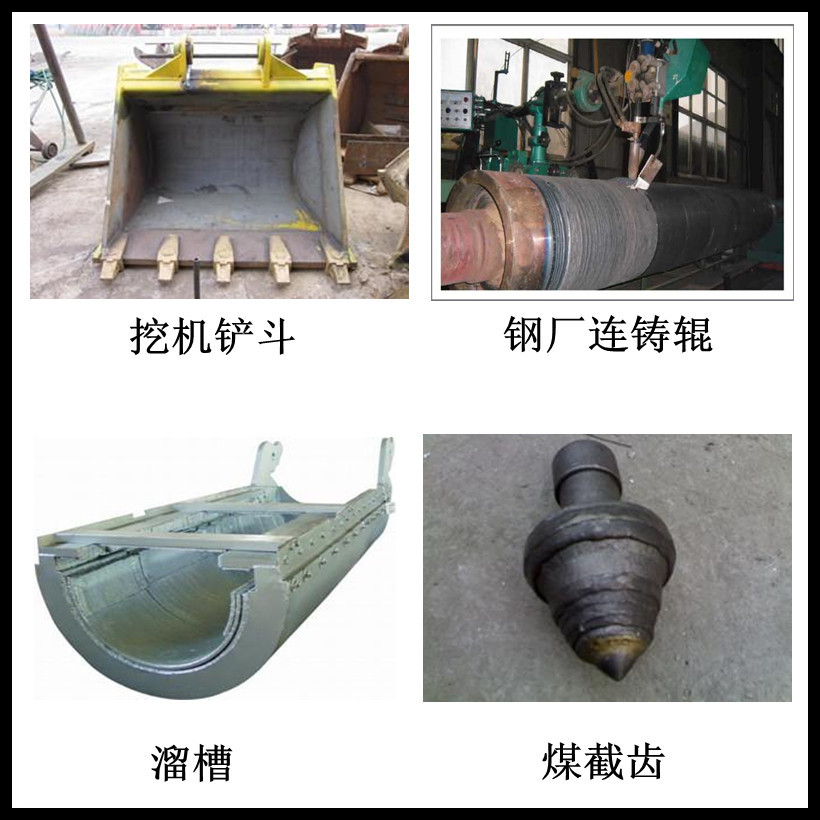
用途:
YD888Ni用于堆焊耐岩石强烈磨损之机械零件,如混凝土搅拌机叶片、推土机和泵浦叶片、挖泥机叶片、高速混砂箱等。
熔敷金属化学成分(%)
|
|
C |
Mn |
Si |
W |
|
保证值 |
1.50~3.00 |
≤2.00 |
≤4.00 |
40.00~50.00 |
堆焊层硬度:
HRC≥68-75
参考电流 (DC+)
|
焊丝规格(mm) |
焊接电流(A) |
焊接电压(V) |
|
φ1.2 1.6 |
220 |
26 |
注意事项:
-
施焊工件应做除油、除锈处理。
2.焊接时,气体流量一般在20~25L/min。
3.药芯焊丝焊接时,干伸长度应为15~25mm。
4.在堆焊大型工件前应适当预热至300℃左右。
5.焊丝库房的湿度应保持在小于60%。
6.非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年。 -
























 冀公网安备13010402002588
冀公网安备13010402002588