






 通过
通过 



1.本机型为经济型全自动三维数控弯管机,即能自动弯曲、自动送料、自动倾转角度,三维立体管件可一次性自动弯制完成,其送料倾转两轴是采用伺服电机和伺服驱动器控制驱动的,弯管轴是由油压数值控制,辅推则通过调流阀调节匹配速度。2. 送料和倾转两轴均可根据实际工件情况,通过电脑选择设定1-8段速度。弯管轴通过调压阀调节匹配速度。3. 电控系统采用知名品牌控制器,超大型PLC,性能强,稳定性好。4. 配装10.4″彩色触摸荧屏,人机对话式操作,方便易懂。全部弯管数据资料可通过触摸荧屏输入。5. 荧屏显示文字配有中文和英文两种,可供切换选用。如需要其他国家文字可选订。6. 每支管件可设定32个弯(或由用户选订),记忆容量可储存330组(或125组)弯管资料。7. 资料编辑完成后有钥匙关锁功能,防止资料被任意修改。8.具有断电记忆功能,资料可永久保存。9.可设定手动、半自动、全自动操作模式。试弯时可选用手动分解动作,观察干涉点,修改动作。
弯管机特点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;2、床身结构稳固,不易变形;3、每一档可设定16个弯管角度,记忆体可储放16组档案;4、俱慢速,弯管角度稳定,重复精度达±0.1°;5、错误讯息在屏幕上显示,帮助操作者立即排除;6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。

由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子。优点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;2、床身结构稳固,不易变形;3、每一档可设定16个弯管角度,记忆体可储放16组档案;4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;5、错误讯息在屏幕上显示,帮助操作者立即排除;6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。缺点:1、大管径的管子不能一次成型,速度也较慢;2、不同管径的管子要不同的尺寸的模具。
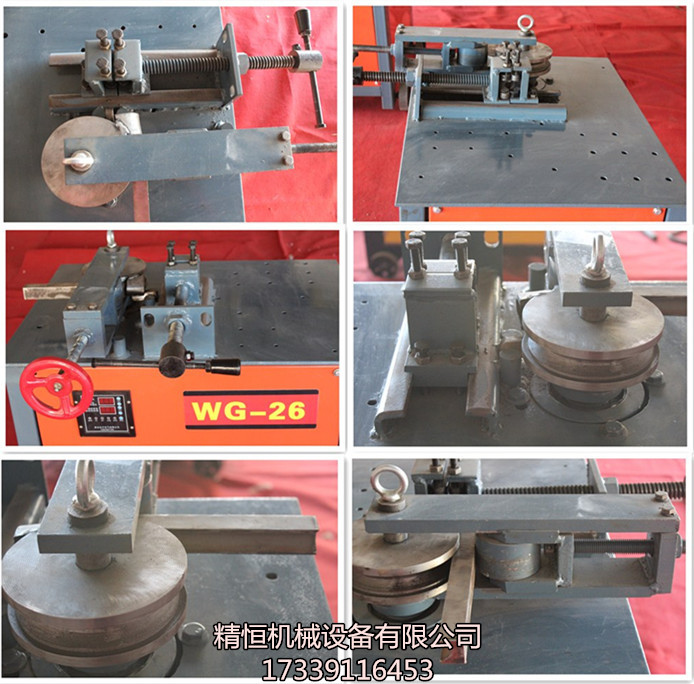
产品优势和性能特点:1:机械传动部分:采用自主研发设计的涡轮减速箱传动,经久耐用、力度强,弯管过程轮模转动,配合高强度压条一次性定形弯管。2:电路控制部分:采用先进的嵌入式微电脑智能控制系统控制,专业化的设计、人性化的理念、。3:产品优势体现:①:由经验丰富的专业技术人员制作、性能稳定②:智能芯片控制、响应速度快、灵敏度高、可设置智能控制系统。③:采用进口接近开关控制(取代行程开关)信号感应强、运行角度准确、重复精度高。④:从根源上解决了由于“机械式”控制无法准确停机造成角度偏差大、重复精度低、使用不便等诸多问题4:主要用途:家具制造行业、闸门加工行业、健身器材行业、输送管道行业、装饰行业、车配件制造行业、休闲娱乐设备行业。
1、使用电动液压弯管机时首要的工作是检验机器各方面的情况,确认弯管机的情况正常,包括金属外应、漏电保护装置、受力夹板、密封垫等。2、开始操作时要严格根据电动液压弯管机的使用说明来进行。将电动液压弯管机的油缸旋转使其进入方档块中的内螺纹,使得支架上的车轮即油缸的后端支撑向下。3、下一步是进行加工。这一点必须根据所要加工的管道外径大小挑选合适的模具,将其套在弯管排中,将夹板的指向槽对应模具。然后将其置入相应的板孔之中,并将管道植入弯管槽内,加紧。继而开始启动电动油泵进行弯管工作
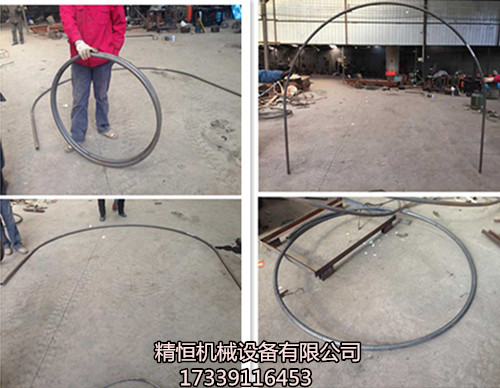
钢管弯弧机包括减速机、大齿轮、小齿轮、弯曲盘面,其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢管 进行双向弯曲。中心轴可替换,便于维修。
弯管机基本组成:由驱动机构、尾座、抱辊机构、压扁辊机构、中频线圈调整机构、摇臂机构、中频加热机构、旋转操作盘机构和控制系统组成。弯管机主要组成机构:驱动机构驱动机构由动力系统、传动机构、导轨和张紧机构组成,提供弯管动力。动力系统由电机和减速机组成,有两种posajahsujhde892工作状态:快进(退)和工进,分别由交流电机和变频电机驱动。变频电机提供弯管机工进的动力(无级变速),由PLC进行转速控制。1、尾座尾座包括车体、卡头、马达、丝杠机构和支撑轮机构。尾座在链条带动下进行前后运动。马达驱动卡头抱紧管端。2、抱辊机构抱辊机构用于导向钢管并承受弯管推制时的横向作用力。由抱辊、抱辊支架、抱辊丝杠、驱动装置组成。
钢管弯弧机的操作规程:1、检查机械性能是否良好、工作台和弯曲机台面保持水平;并准备好各种芯轴工具挡。2、按加工钢管的直径和弯曲机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢管直径的2.5倍。3、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。4、作业时,将钢管需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,确实安在挡住钢管的一侧方可开动。5、作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。6、弯曲钢管时,严禁加工超过机械规定的钢管直径、根数及机械转速。7、弯曲高硬度或低合金钢管时,应按机械铭牌规定换标限制直径,并调换相应的芯轴。8、严禁在弯曲钢管的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。9、转盘换向时,必须在停稳后进行。10、作业完毕、清理现场、保养机械、断电锁箱。




















 冀公网安备13010402002588
冀公网安备13010402002588