





 通过中商114
通过中商114 

不锈钢钢管药芯焊丝要点及留意事项:采用平特性电源,直流时采用反极性。运用普通的CO2焊机就能够施焊,但送丝轮的压力请稍调松。维护气体普通为二氧化碳气体,气体流量以20~25L/min较适合。
不锈钢管中的要点及应注意事项,不锈钢钢管需知:对接打底时,为避免底层焊道的反面被氧化,反面也需求施体维护。为使氩气很好地维护熔池,和便于施焊操作,钨极线与处工件普通应坚持80~85°角,填充焊丝与工件外表夹角应尽可能地小,普通为0°左右。

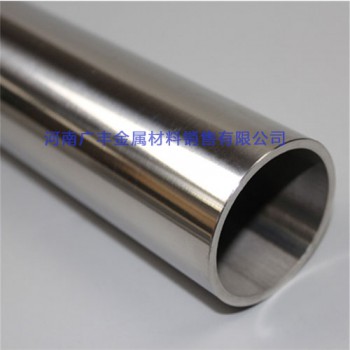
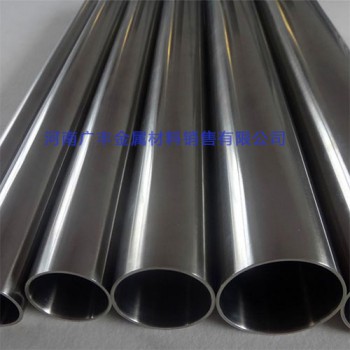
广丰从引进具有先进水平的焊管成套设备,包括氩弧焊,热处理,酸洗生产线以及水压试验,抛光机组、切管机组等设备,形成年产上万的生产能力。 本厂采用美国ASTM日本JIS以及GB12771-91国际国内标准组织生产,规格包括公制和英制两系列,外径从∮1~508mm 4×4—200×200mm 5×10—200×400mm壁厚从0.04~10mm及其各种型号的方矩管材。
不锈钢激光切割的显著优势:精度高:定位精度0.05mm,重复定位精度0.02 mm。切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。切口宽度一般为0.10~0.20mm。





















 冀公网安备13010402002588
冀公网安备13010402002588