





 通过
通过 




法兰机是法兰成型于风管自身板材连接端口专用设备。共板法兰系统是国际上风管制作法兰连接两大系统之一,具有成本低,密封性能好,安装简捷方便的特点,特别适合于截面积不大的风管生产制作。共板法兰系统可用于大规模工业化生产,是一种率风管法兰系统。共板法兰机与咬口机,压筋机,剪板机,折板机等组合可组成全自动风管生产线。
角钢法兰,分为两种:一种是角钢向外卷(角钢正卷,开口向外),一种是角钢向内卷(角钢反卷,开口向内)。实际操作过程中,能做到两条边垂直为90°,并且不翻边的有一定难度,这是由其物理特性决定的。角钢向外卷角钢向外卷(角钢正卷,开口向外):角钢或角铁在进行卷弯的时候,外边被拉伸,而里边垂直的边被挤压,所以外边被延伸,里边被挤压,造成受力既不均匀,又是受的相反的力,从而造成加工后的角钢产生不是90°垂直,而且很可能有褶皱产生。这种现象一般出现在5号以上角钢比较明显。3号角钢及4号角钢如果加工的尺寸在600mm以上,褶皱现象不是很明显。

法兰机是对各种型材进行卷圆的设备,用户在购买之后,需要将各个部件组合进行安装,还需要检查部件连接是否正常,从而进行试车,那么法兰机在安装前后的工作具体有哪些呢?1、设备必须安装在基础厚度不小于150mm的混凝土基础上,找正,以进给导轨面处于水平位置为准;2、如果是购买的液压推进型或全液压型法兰成型机,在初次安装的时候,还要注意液压系统电机方向是否与标识一致,否则设备不能正常运行;3、检查电控箱并接入电源进行空运试车,熟悉各部电控操作按钮及压制工艺,由于法兰成型机的控制系统是一个电控箱,所以使用中要保持电压的稳定,以免设备元件烧毁;4、检查各部件的润滑并定期定量加油;5、熟悉压制工艺,进料出料端可按实际情况添加辅助走料装置,并熟悉应用;6、每压制一次进给轮的进给量需取恒定值,并严格控制不能太大,特别是80*80的材料,进给量须控制在6mm以内,否则容易损坏设备,其他小于80*80的料可按实际情况适当的加大丝杠进给量;7、压轮进给时应先将压紧螺拴、螺母松开,进给达到规定值时再锁紧,才允许压制。每次压轮进给时须将工件完全退出后再进给;8、使用过程应及时清理压轮工作表面的残渣、杂屑,以免影晌压制质量;9、工作时应注意工作台面及压轮周围勿放置工具及杂物,以免影响;10、设备正在运行时,若需要逆转则应先将调速开关复位停机一分钟后方可操作逆转;11、当发现有杂音及异常时应及时停车并检查待排除故障后方可开车;12、开车前应熟悉本说明之规定并检查齿轮各部是否,并阅读电磁调速电机使用说明方能上岗操作;13、工件曲率半径可及时用曲率样板检查工件,符合要求后才能下机;14、如果在使用过程中遇到难题,可以阅读法兰成型机使用说明书,按照说明要求进行检修或调节相关参数。
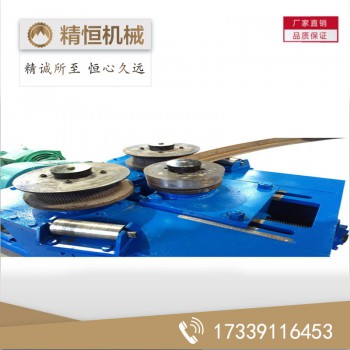
F6型卷圆机是对称式三辊型材卷圆机,集机电一体,将电动机输出的较高转速通过传动装置、联轴器、减速机、齿轮等转换为所需的大转矩低转速,带动位置固定的两主动辊实现旋转运动,为型材行走提供扭矩。被动辊通过手轮前进、后退实现位移,为卷制型材提供所需的加压力,位移量由数字标尺实时显示。三个工作辊成等腰三角形分布,通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。
角钢主要用于制做框架结构,例如高压输电的塔架、钢结构桥梁主梁两侧的框架、建筑工地上塔式起重机的立柱和臂杆、车间的立柱和梁等,根据其规格和特点,产品分为等边角钢和不等边角钢,等边角钢生产厂家按其规格再一次进行分类。等边角钢生产厂家规格表示方法:等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∟30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∟3#。等边角钢理论重量计算,钢材理论重量计算的计量单位为公斤( kg )。其为: W (重量,kg ) = F (断面积 mm2 )× L (长度,m )×ρ(密度,g/cm3)× 1/1000 钢的 密度为:7.85g/cm3。
性能描述:弯卷不同规格槽钢、扁钢 、节能、节材.结构及工作原理:设备主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。保养电路:注意电路板清洁,定时清理强弱电箱灰尘,保持电箱干爽,防止受潮。油路:检查油路各部位有无漏油现象,及时处理。防止活塞杆刮伤和油质变质。机械:机台传动部位检查有无磨损现象,检查每个黄油嘴有无堵死现象,并注黄油。其他注意事项:液压油建议一年更换一次并清理油箱油泥,水冷却器及时清理防止油温上涨造成油质加速老化,当然无小事,电路门开关,油路泄压阀,机械挡块,机台警示灯在保养的时候一定要检查是否正常工作.工作原理:成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。

法兰机也称卷圆机,能够快速率的制造法兰,法兰可以说在我国的领域也是非同小可的,法兰机作为我们国家发展的支柱,应用范围广泛。法兰机一定要放于干燥的地方,不能让雨水或别的杂质进入机器,用过一段时间要进行润滑油的添加 ,使机器更方便的运作,要在特定的时间进行机身上螺母的检查,因为在使用过程过长会引起螺母的松动,所以一定要定期检查,确保生产,在一定时间要进行清扫,使机器生命力增强。 定时对法兰机进行保养和维护,能够提高法兰机的工作效率,延长法兰机的使用寿命。法兰卷圆机操作事项:法兰卷圆机械上的模具强度和精度应符合要求,刃磨锋利,安装稳固,紧固可靠。法兰卷圆机械上的传动部分应设有防护罩,作业时,严禁拆卸。机械均应按装载机棚内。加工型钢规格不应超过机具的允许范围。应先空载运转,确认正常后,方可作业。当轧制的法兰不能进入第二道型辊时,应使用专用工具送入。严禁用手直接推送。当加工法兰直径超过1000mm时,应采取适当的措施。任何人不得靠近法兰尾端。作业时,非操作和辅助人员不得在机械四周停留观看。作业后,应切断电源,锁好电闸箱,并做好日常保养工作。
角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40号机械油。



















 冀公网安备13010402002588
冀公网安备13010402002588