



 通过
通过 




其次是炉体的密封性(外壳有钢板和型钢焊接而成,台车由型钢以及钢板焊接,台车通过与炉衬的软接触和沙封机构来减少热辐射以及对流的损失,有效的保证 炉体的密封性。),光亮退火炉应该是封闭的,与外界的空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂 水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常的检查和经常 的更换。
角钢法兰,分为两种:一种是角钢向外卷(角钢正卷,开口向外),一种是角钢向内卷(角钢反卷,开口向内)。实际操作过程中,能做到两条边垂直为90°,并且不翻边的有一定难度,这是由其物理特性决定的。角钢向外卷角钢向外卷(角钢正卷,开口向外):角钢或角铁在进行卷弯的时候,外边被拉伸,而里边垂直的边被挤压,所以外边被延伸,里边被挤压,造成受力既不均匀,又是受的相反的力,从而造成加工后的角钢产生不是90°垂直,而且很可能有褶皱产生。这种现象一般出现在5号以上角钢比较明显。3号角钢及4号角钢如果加工的尺寸在600mm以上,褶皱现象不是很明显。

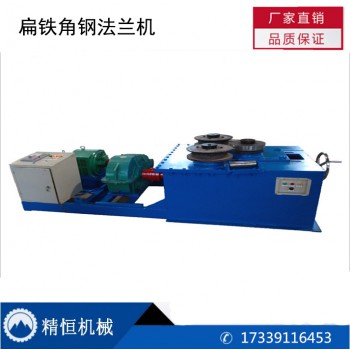
F6型卷圆机是对称式三辊型材卷圆机,集机电一体,将电动机输出的较高转速通过传动装置、联轴器、减速机、齿轮等转换为所需的大转矩低转速,带动位置固定的两主动辊实现旋转运动,为型材行走提供扭矩。被动辊通过手轮前进、后退实现位移,为卷制型材提供所需的加压力,位移量由数字标尺实时显示。三个工作辊成等腰三角形分布,通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。
角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40#机械油。
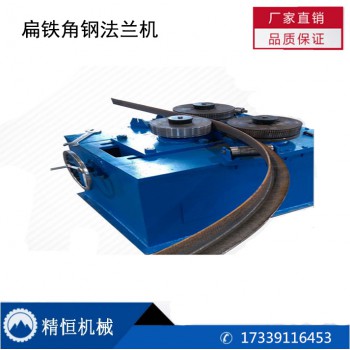
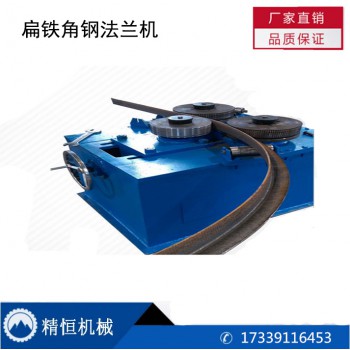
性能描述:弯卷不同规格槽钢、扁钢 、节能、节材.结构及工作原理:设备主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。保养电路:注意电路板清洁,定时清理强弱电箱灰尘,保持电箱干爽,防止受潮。油路:检查油路各部位有无漏油现象,及时处理。防止活塞杆刮伤和油质变质。机械:机台传动部位检查有无磨损现象,检查每个黄油嘴有无堵死现象,并注黄油。其他注意事项:液压油建议一年更换一次并清理油箱油泥,水冷却器及时清理防止油温上涨造成油质加速老化,当然无小事,电路门开关,油路泄压阀,机械挡块,机台警示灯在保养的时候一定要检查是否正常工作.工作原理:成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。

法兰成型机主要是用来制作扁钢法兰和角钢法兰的一种法兰成型设备,因为它的原理简单,通过力量把型材冷弯达到卷圆的效果,所以后来法兰机的使用范围从制作法兰扩大到各种型材的卷圆、弯曲,不仅仅局限于扁铁和角铁,还可以弯曲槽钢,管子,异型材等等,只要可以做出相应的模具即可。这款法兰机设备越来越受到广大客户的喜欢和好评。
角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40号机械油。




















 冀公网安备13010402002588
冀公网安备13010402002588