





 通过
通过 




正确操作圆型材成型机的流程:①操作者应熟知设备性能及操作方法。②穿戴好劳保护具,扎好袖口。③工作前,认真检查传动箱油位是否正常,各传动齿轮及内外辊有无磨损,传送带间隙是否合适,设备接地(零)是否可靠。④工作时,根据卷制角钢型材的直径大小,调整上辊的压下行程量;根据角钢厚度,调节内辊轮和外辊轮之间的间隙。⑤工作中,注意力要集中,防止被辊轮挤伤。⑥保养设备时,应断开主电源。⑦定期对上下辊轮的轴承,及压下装置的滑块及丝杆进行润滑。⑧工作结束,拔掉电源插头,收好电源线,清理现场后,方可离开。
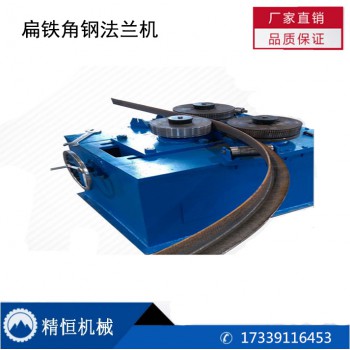
角钢法兰,分为两种:一种是角钢向外卷(角钢正卷,开口向外),一种是角钢向内卷(角钢反卷,开口向内)。实际操作过程中,能做到两条边垂直为90°,并且不翻边的有一定难度,这是由其物理特性决定的。角钢向外卷角钢向外卷(角钢正卷,开口向外):角钢或角铁在进行卷弯的时候,外边被拉伸,而里边垂直的边被挤压,所以外边被延伸,里边被挤压,造成受力既不均匀,又是受的相反的力,从而造成加工后的角钢产生不是90°垂直,而且很可能有褶皱产生。这种现象一般出现在5号以上角钢比较明显。3号角钢及4号角钢如果加工的尺寸在600mm以上,褶皱现象不是很明显。

共板式法兰系统是国际上通风管道制作法兰连接两大系统之一,它具有成本低、密封性能好,安装方便简捷的特点,特别适合于截面面积不大的通风管道生产,TDF共板式法兰系统可用于工厂大规模工业化生产,是一种率化的风管法兰系统的全新设计,TDF共板式法兰机与辘骨机、剪角机、压筋机等组合可形成全自动化的生产,亦可分组,带机械到现场施工,非常适合目前国内施工企业的需要。 通风管道成型机定尺开料,可直接与电脑等离子切割机配合使用。 CS插骨剪角,可与C骨法兰机和S插条法兰机配合使用。 TDF自成法兰的各种连接方法定位剪角,可与TDF自成法兰机,TDF接边机配合使用。 可剪角铁法兰或之字法兰使用的各种剪角。并能折出""、""′和""′并能与联合合缝机配套使用而完成整套风管。可完成TDC剪切角并和插条法兰折弯,如生产""′型风管。可与联合合缝机和插条法兰配合使用而完成完整风管。机械效率高.故障少.寿命长:本机主要传动啮合件使用优质合结钢制造,工作辊端轴承选用引进国外技术生产的轴承支撑,承载能力大,而且降低摩擦引起的功率损耗,因此机械性能好,耐磨性能好,再加采用滚动摩擦,故使之故障少.寿命长。插接式法兰机制作风管是国际上较先进的制作工艺,它使矩形法兰制作实现标准化、批量化、机械化,比传统的角铁法兰制作省料,简易具有省时、省料、工作效率高、密封性好、坚固耐用和驳接坚固等优点,特别适用于通风管道截面面积较大的矩形风管。法兰机具有良好的刚性和稳定性,运动成型形状美观平整。与压筋机、剪板机、共板法兰折边机等组合可形成简易型全自动风管生产线,机器结构严谨、性能良好,为客户节约了成本,降低了开支,是小型生产客户的选择。
F6型卷圆机是对称式三辊型材卷圆机,集机电一体,将电动机输出的较高转速通过传动装置、联轴器、减速机、齿轮等转换为所需的大转矩低转速,带动位置固定的两主动辊实现旋转运动,为型材行走提供扭矩。被动辊通过手轮前进、后退实现位移,为卷制型材提供所需的加压力,位移量由数字标尺实时显示。三个工作辊成等腰三角形分布,通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。

F8型全液压型材卷圆机是F6型升级产品,解决了大厚度大宽度法兰成品制造的空白,是一种新型的具有卷圆功能及起顶功能的装置。F8型液压式型材冷弯卷圆机为全液压传动,电气集中控制,主要适用于将各种型材如:扁钢、槽钢、圆管或其它异型截面型材卷弯成一定曲率的圆形、弧形、螺旋型等工艺,也适合用于对外加工,利润丰厚。卷圆机具有独立的液压系统与电器控制系统,采用按钮集中控制,具有点动和联动两种操作方式,其压力和行程均可在规定范围内进行调整。其结构合理,具有体积小,能耗低,效率高,无噪音,装卸快速使用方便,操作简单,承载能力强,寿命长,卷园速度快,一机多用质量可靠等众多优点, 代替了原有钢板下料、对接、校正、车床加工等复杂工艺并节省了氧气、乙炔、劳动力、原材料等,是制造法兰的先进母机。是风机、石化、造船、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业、节能、节材的理想加工设备。
性能描述:弯卷不同规格槽钢、扁钢 、节能、节材.结构及工作原理:设备主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。保养电路:注意电路板清洁,定时清理强弱电箱灰尘,保持电箱干爽,防止受潮。油路:检查油路各部位有无漏油现象,及时处理。防止活塞杆刮伤和油质变质。机械:机台传动部位检查有无磨损现象,检查每个黄油嘴有无堵死现象,并注黄油。其他注意事项:液压油建议一年更换一次并清理油箱油泥,水冷却器及时清理防止油温上涨造成油质加速老化,当然无小事,电路门开关,油路泄压阀,机械挡块,机台警示灯在保养的时候一定要检查是否正常工作.工作原理:成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。

角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40号机械油。




















 冀公网安备13010402002588
冀公网安备13010402002588