






 通过
通过 




吉林钢筋滚笼机信誉保证 精恒钢筋滚笼焊机品质生产商
新型工地钢筋笼绕筋机系统通电后的检查:(1)首先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。新型工地钢筋笼绕筋机特征:1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人一天就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。2、加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了3、箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。4、由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。5、机械化加工钢筋笼,在质量控制方面得到了保障。

吉林钢筋滚笼机信誉保证 精恒钢筋滚笼焊机品质生产商
也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。 传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。直径为290 ~ 4100mm的钢筋笼,纵筋及环筋直径为5~12mm,采用电阻点焊,实现自动连续焊接。不但可制作成圆形、椭圆形,还可以制作方形、三角形、六边形钢筋笼,广泛应用于砼灌注桩、预制桩、砼管及电杆的生产。

钢筋笼每隔2M左右采用加强筋成型法。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。主筋的加强筋采用对焊,效果不错,大家可以推广。主筋和箍筋由于焊接点量多,工人粗心点就焊不好,而且常常烧伤主筋。焊接烧伤主筋是个技术问题,究其原因不外乎:1、焊工水平不行,2、采用大电流追求快速度。项目部电焊工要进行焊接比赛,提高电焊技术,班组长要负起责任来。 钢筋笼由于一般都比较长、重,而且受钻机门架高度(钻机门架一般不都超过10M)的影响,施工中,钢筋笼要采取分节制作,每根桩的钢筋笼,由几节钢筋骨架组成,计算钢筋笼长度尺寸时,除要注意接头位置错开,还要注意计算上焊接长度。分段制作的钢筋笼的长度以钢筋的定长为宜,但不宜短于6m,连接时50%的钢筋接头应予错开焊接,且两钢筋轴心在一直线上。为避免灌注导管挂笼及钢筋笼上浮,笼底钢筋可略成喇叭状。在夜间施工时要特别注意焊缝的饱满程度。焊条规格有特定的要求,立焊难度很大,采用立焊还容易发生漏电事项,施工时要注意用电安全。

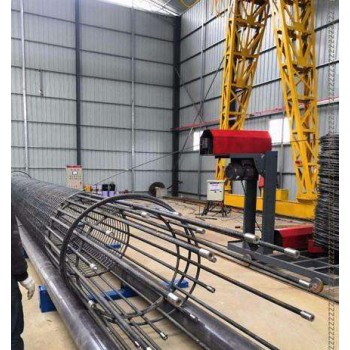
钢筋笼滚焊机的工作原理:根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼,这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理。钢筋笼滚焊机的工作原理:根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼,这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理。




















 冀公网安备13010402002588
冀公网安备13010402002588